@Flyinfool - I think we might want to start a revision list on or offline.
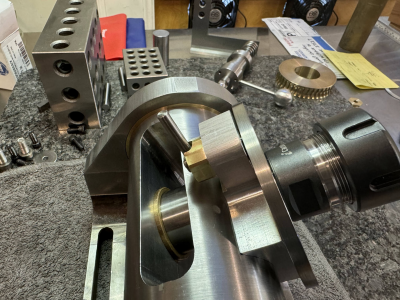
I found some surprising behavior. If you clamp the spindle clamp and them tighten the two mounting screws that go into the trunnion, the spindle clamp will not un-clamp entirely! Those screws must hold it in a flexed position. My clamp is made to close tolerance and therefore is very sensitive. I think I would consider a redesign of the spindle clamp with only one larger mounting screw at the top, or move the two screws closer together. I suspect that the mount for the index pin is also moving slightly so using a single large screw at the top may minimize this. It would force the bottom of the clamp to flex more. I would also use counterbored holes to avoid the centering effect of a countersink. Machine screw countersinks are not very precise.
Also, if you want more clearance for the index pin assembly you could leave that design as is and use a thicker spindle clamp. If the clamp were 1" thick, you could machine that section down to .600 in thickness which would add at least .250 clearance.
You could add a lever to your existing knob? I think you are going to end up revising the bushing/knob assembly because the chamber for the spring is really small. Right now it is .544-.062=.482? Mine has at least .600 in length and I used a lighter spring and then cut it
I went with these bushings and they are perfect. My spindle has no slop at all.
McMaster-Carr is the complete source for your plant with over 595,000 products. 98% of products ordered ship from stock and deliver same or next day.

www.mcmaster.com
The mounting hole in the trunnion would need to be enlarged to 1.750. The flats in the trunnion should be increased slightly in depth to .300 (instead of .250) to allow room for the bushing although this is not critical.
I had to drill a .250 hole in my index plate so I could access the spindle clamp mounting screws. I just rotate the spindle until the hole is over the screw. This really facilitates assembly and alignment of the clamp and is a nice added feature.





 It's so much easier to see the future when you are in the future's past.
It's so much easier to see the future when you are in the future's past.