- Joined
- Mar 26, 2018
- Messages
- 8,770
I learned something today.
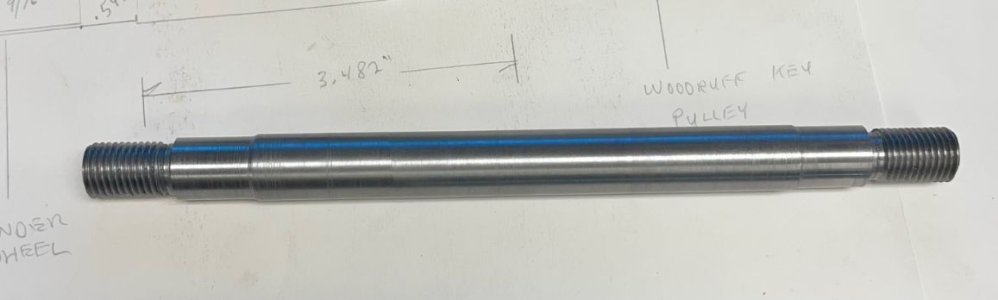
While working on the fourth or fifth spindle and the second housing I made a big booboo.
I'm turning between centers and threading 1/2" X 18. I was close so I removed the spindle from the lathe, tried a nut for fit and put it back on the lathe. I must have got the drive dog on a different jaw on the lathe.
Bad things happen")
I'm learning.......
While working on the fourth or fifth spindle and the second housing I made a big booboo.
I'm turning between centers and threading 1/2" X 18. I was close so I removed the spindle from the lathe, tried a nut for fit and put it back on the lathe. I must have got the drive dog on a different jaw on the lathe.
Bad things happen
I'm learning.......