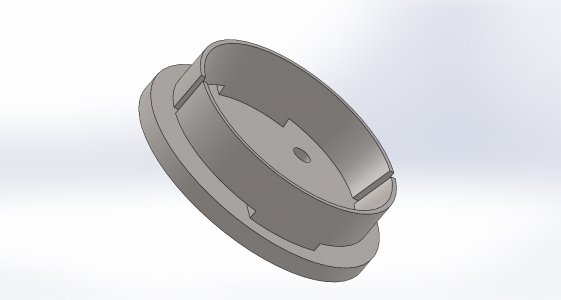
The split ring works.
I put a 15 degree taper on the end of the 3" round I have. Did not move the compound and put the same taper on the inside of a piece of thick walled tubing. Turned the outside of the tube so that it was a slip fit to the inside of the base. Cut slits on the tube down through the tapered portion. Put the parts together, and pressed them together using my mill spindle as a press. Got a tight lock.
Would have gotten a better lock if I had drill 1/8" stress relief holes at the end of the hacksaw slits. Also, a couple screws would give more mechanical advantage than using a mill as a press.