- Joined
- Jan 28, 2022
- Messages
- 1,918
Nicehttps://bugo.com/track-cutting/ thin stuff is like 110 inch cut in one minute

Nicehttps://bugo.com/track-cutting/ thin stuff is like 110 inch cut in one minute
cut the 10 ga cutting time by half or double the travelI'm trying to find concise, clear information on how thin a plasma cutter can cut. Specifically, mild steel, 20-24 ga. Anybody do this reliably?
More specifically, has anyone done this on a CNC plasma cutter? Is it possible?
I'm looking for clean, straight cuts, a quick removal of any minimal slag and then the parts go straight into a forming operation. Does this sound reasonable?
| inches | mm | amps | ipm | mm/min | |
|---|---|---|---|---|---|
| Material | Thickness | Current | Maximum cut speed* | ||
| Mild Steel | 10 GA 1/4 3/8 1/2 3/4 1 | 3 6 10 12 19 25 | 45 45 45 45 45 45 | 175 75 40 25 10 5 | 4445 1905 1016 635 254 127 |
| Stainless Steel | 10 GA 1/4 3/8 1/2 3/4 | 3 6 10 12 19 | 45 45 45 45 45 | 150 55 32 18 9 | 3810 1397 813 457 229 |
| Aluminum | 10 GA 1/4 3/8 1/2 3/4 | 3 6 10 12 19 | 45 45 45 45 45 | 280 100 42 25 10 | 7112 2540 1067 635 254 |
I too use a nibbler for cutting thin gauge steel since I bought it. Before I used plasma and the edge was OK from 6ft away. However, the thread poster wants it Cnc cut, so a nibbler is a no go.I have a Black and Decker 8 ga. nibbler and use that in lieu of my plasma cutter on 20 ga. with no distortion. Work well for me, from circles to straight cuts.
They really are different machines for different uses. I have a 30 inch Pexto shear and it works fine for making straight cuts in 24 ga or less metal that is less than 30 inches wide. Shears are the industry standard for blanking SM for later bending. No burr real clean cuts. No messing around. Put the metal into the shear and stomp. It is done.All helpful replies...thanks guys. If anyone thinks of any other advice or thoughts it is much appreciated.
I'm really on the fence between shear or CNC plasma.
I'm building the JDGarage plasma cutter table. Do you have any starting recommendations for 22ga.? I read 350ipm above, sound right to you?Agree with denny98501, there are easier ways to cut straight lines and with a finger brake you can form duct fittings and other simple shapes. Complex shapes and metal art are another matter.
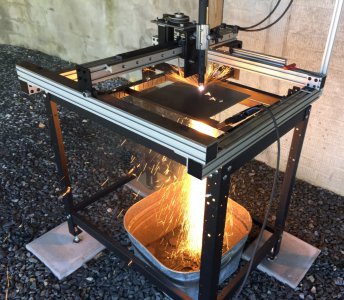
Unlike denny, I have a small (2' x 2') table which I use outdoors to eliminate the plasma smoke and dust issue. I keep it under my deck protected by a fire pit cover. Only the motors are on the table, and I take 5 minutes to connect the wires and install the torch. The computer, compressor, and plasma cutter are just inside my basement door.
I don't cut anything thinner than 11 gauge (1/8"), and warpage has never been a problem for me. If the steel has some warpage to begin with, as it usually does, I clamp it down in a couple of places to straighten it out while cutting. I have a torch height control, but I do better without it on my small table, and took it off.
Nice work!Agree with denny98501, there are easier ways to cut straight lines and with a finger brake you can form duct fittings and other simple shapes. Complex shapes and metal art are another matter.
Unlike denny, I have a small (2' x 2') table which I use outdoors to eliminate the plasma smoke and dust issue. I keep it under my deck protected by a fire pit cover. Only the motors are on the table, and I take 5 minutes to connect the wires and install the torch. The computer, compressor, and plasma cutter are just inside my basement door.
I don't cut anything thinner than 11 gauge (1/8"), and warpage has never been a problem for me. If the steel has some warpage to begin with, as it usually does, I clamp it down in a couple of places to straighten it out while cutting. I have a torch height control, but I do better without it on my small table, and took it off.
I'm building the JDGarage plasma cutter table. Do you have any starting recommendations for 22ga.? I read 350ipm above, sound right to you?