If your tailstock bore is higher or lower than the spindle axis, it will cause a taper. If it is high or low, and you adjusted the tailstock left or right to eliminate the taper, it will be accurate at that point on the bed, but not another. This is because the further you get from the headstock, the more the taper will change.
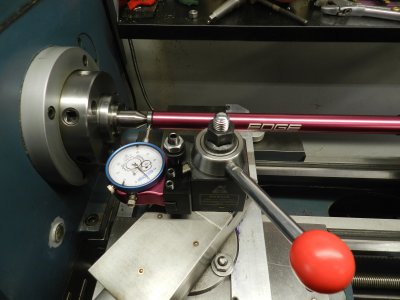
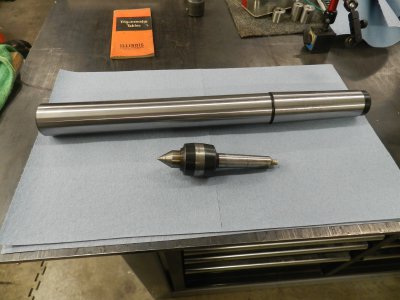
Put a good dead center in the tailstock and compare it to the tip of the center in the headstock. They should like up exactly. Up, down, left, and right. This will be your starting point.