I just realized something. My (Accusize) spindle arbor measures 0.75" OD and that (kinda) corresponds to the supplied AO grit wheel & aluminum cup diamond wheels that came with. My manual says wheels are 100x25x20mm wheel. 20mm = 0.787. Hmm... that's not 0.750" The wheel holes are not super accurate. The AO wheel fits like it should. the aluminum cup diamond wheels are tight slip fit or slightly too tight, which is another project I guess. The Accusize web site isn't any clearer on this issue even though the wheels can be purchased separately, no defined ID.
To you Shars TCG owners, from what I can tell of the Shars website & PDF manual the wheels are 1.25" hole ID (pics attached). If this is correct, has this always been the case of Shars machines? I wonder why the manufacturers departed in this regard. Is one (ID hole) style of wheel more prevalent than the other? Now that maybe explains the Shars adapter I see & people making their own combination wrench. Is that what thats about? I couldn't figure out why I would need to be undoing the hex bolt at the end of the shaft. My TCG included a steel spacer washer & threaded steel nut with the 2-pin wrench holes in end. Looks like the wheels just go over the plain part of the spindle.
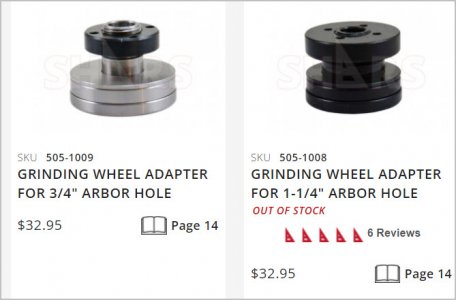
*edit* maybe I have the Shars wrong? Another picture shows 2 kinds of adapters, 0.75" & 1.25"