I suspect your not dressing your wheel right. Burnishing it and the wheel is bouncing. Or your wheel is to fine and it dulls fast. Have you bought a a new diamond dresser as they do get dull after years of use, especially if the operator never turned it when using it. , checked the block it fits into. You may want to make a new block or check it for burrs and the diamond is locked into it with a tight set screw. Next time you dress the wheel, drop down .002" and dress it fast and stop. don't keep moving the diamond back and forth until you don't hear it touching, that dulls the wheel. Use a 46 grit wheel. Check with bluing the fit of the wheel tapered adapter and the spindle taper. Have to be a detective. I found this Do-All manual with a few tips when you get bad grinds. It's not a Boyer Shultz, but the principals are the same. I looked at several of the Boyer Shultz books on Vintage Machinery, but could not find a troubleshooting page.
Take a look at page 44. I has a troubleshooting page of grinding issues.
Richard,
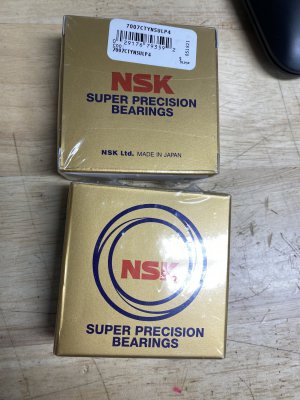
Yes, I received the bearings today. I followed Craig’s suggestions as to how to clean, dry and pack the bearings.
Also, the directions say to line up the arrows 180 degrees. I did. See pic.
I assembled the spindle. Piece of cake!!
I couldn’t be more pleased. The spindle is smooth and quiet.
Not sure about preload, I did have to fine tune where the spindle floats in the housing. By this I mean, I noticed there was some scraping noise, I loosened the front nose piece a bit and tightened the rear. This took care of the scraping. I guess it was rubbing on the housing as it was too deep if that makes sense.
See pic, I now have zero runout reading, well maybe .0001” When I lift up on the taper now, I get .0008”. Vs. .003” before.
I’ll run it and recheck for heat, looseness, noise? I can’t check for end play accurately without mounting the unit.
I think turn it on then shut it off. Check end play and runout as I go along. Surely there is some break in?
Again, you saved my butt sir.
Thank you, thank you, thank you!!!







") I get a beautiful finish. I’m looking forward to using the SG now that I hve new bearings and I’m going to get rid of my dull, rounded off dressers and replace them.
I get a beautiful finish. I’m looking forward to using the SG now that I hve new bearings and I’m going to get rid of my dull, rounded off dressers and replace them.