Just try something "less pointed" if you have it. The diamond tool in your picture is for getting into tight corners.
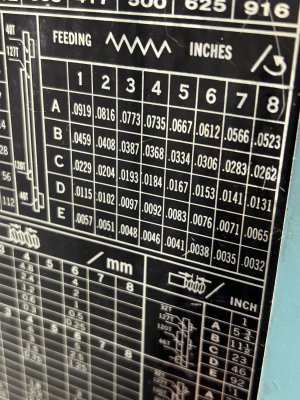
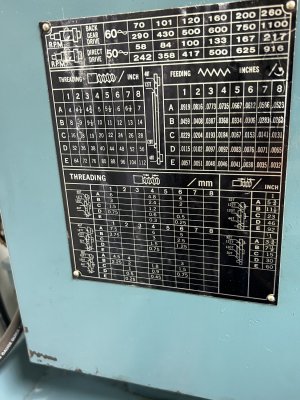
A picture of your gear setting plate would be handy as well. If that's really 112 TPI, you should be able to go about four times slower, but I've never seen those feed rates expressed as TPI. (For example, my lathe will only cut 60 TPI threads, but will feed as slowly as 0.0012" per revolution (of the chuck).
Feel like you're drinking from a firehose yet? ;-)
GsT

")