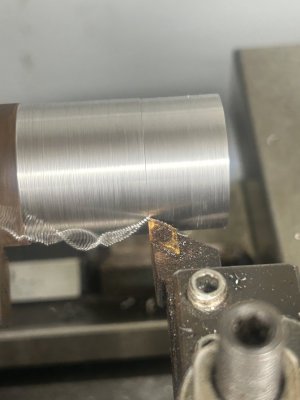
When the lathe & setup is not rigid enough for the force you put on your stock and tool, you will get a bad finish. To reduce the cutting forces, you can reduce the cutting depth, feed/rev and RPM.
2" stock is pretty large for a small lathe so you have to adjust your cutting conditions.
To get a good finish on my mini lathe using a HSS tool, I would run that stock at 200 RPM (32 m/min) 0.05 mm cutting depth and 0.05 mm/rev (0.1 m/min). For a carbide (insert) tool, I would run at twice the speed 400 RPM, 0.05 mm cutting depth and 0.05mm/rev (0.2 m/min). If that gives a good finish, you can try using a deeper cut and faster feed.
0.05 mm = 0.002"
Reduce the tool stick out and stock stick out as much as possible for a more rigid setup.
You can use settings from a lightweight lathe on a heavy and rigid lathe with the same results. Settings from a heavy and rigid lathe probably don't work on a lightweight lathe.
Turning is making grooves (like threading). The sharper your tool, the faster the feed (mm/rev) the more visible the grooves will be.
A radius at the cutting edge will give a better finish but also increases the cutting forces. On my mini lathe and on my bigger lathe, I use a 0.03 mm radius on HSS tools and a 0.04 mm radius on insert tools.
2" stock is pretty large for a small lathe so you have to adjust your cutting conditions.
To get a good finish on my mini lathe using a HSS tool, I would run that stock at 200 RPM (32 m/min) 0.05 mm cutting depth and 0.05 mm/rev (0.1 m/min). For a carbide (insert) tool, I would run at twice the speed 400 RPM, 0.05 mm cutting depth and 0.05mm/rev (0.2 m/min). If that gives a good finish, you can try using a deeper cut and faster feed.
0.05 mm = 0.002"
Reduce the tool stick out and stock stick out as much as possible for a more rigid setup.
You can use settings from a lightweight lathe on a heavy and rigid lathe with the same results. Settings from a heavy and rigid lathe probably don't work on a lightweight lathe.
Turning is making grooves (like threading). The sharper your tool, the faster the feed (mm/rev) the more visible the grooves will be.
A radius at the cutting edge will give a better finish but also increases the cutting forces. On my mini lathe and on my bigger lathe, I use a 0.03 mm radius on HSS tools and a 0.04 mm radius on insert tools.