Got it.
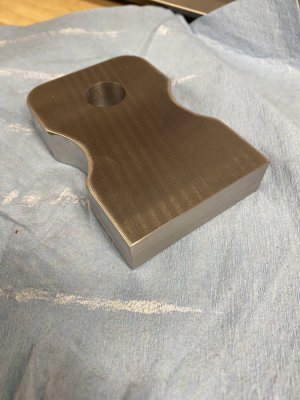
I modified my original design. I cut in .300”. That’s good enough.
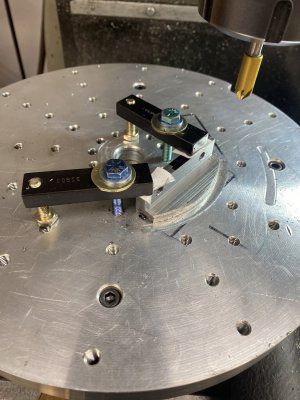
David, your set up advice made this easy. Boring bar, feed in about .025” each pass using the auto feed on the mill.
Great finish. I’m using a Centurion bar. Should have had a shorter one but you do with what you have.
Thanks buddy
I should add, many of you suggested the same or other ways of cutting this radius.
All viable ideas. Thanks for your help!
")






 Looks great .
Looks great .