- Joined
- Mar 27, 2022
- Messages
- 507
I don’t see why I shouldn’t drill out the passage on the bearings but I suppose I could raise up the brass cup thing. I would have to deal with clearance issues with the headstock lid though.

I wondered about it being a shim. It would work as a reverse shim.^^^
Possible that the paper was there to fill a gap as mentioned in #25 above. Else, it was a hack shim instead of brass...
I wouldn't mess with the bearing, personally. If the gits oiler stem is only a few thou too thick, maybe sand the stem with some emery cloth?I don’t see why I shouldn’t drill out the passage on the bearings but I suppose I could raise up the brass cup thing. I would have to deal with clearance issues with the headstock lid though.
That paper was put in there as a shim, My old worn out Southbend 13 had very thin brass shims in the same location to try and compensate for wear. It was my first real lathe and it was completely worn out but I had no clue at the time, 20 years ago. The ways looked like a horses back. It's been sitting behind my container now for about 10 years. Yard Art!I wondered about it being a shim. It would work as a reverse shim.
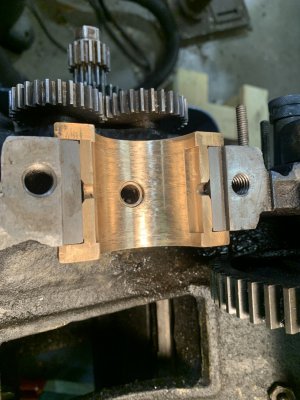
Edumacate me...trying to follow your process.Well I decided to try and refit my bearings. I’ve never scraped before but I think it’s coming along. I don’t have a picture of the blue transfer as I forgot to take one but it was bad at first. I’m keeping an eye on the blue on the rear journal to make sure I’m not going out of alignment, the rear journal didn’t take much work to get it decent. I’ll try to get a picture with the blue transfer.
I’ll attach the before and in progress bearing pictures.
I might need to file down the cap mounting locations a little. We will see. Either that or shim behind the bearing.
Well browsing through the Google groups page for sheldons I found out that they didn’t come with shims. They were fit from the factory with no shims. When I bolt down my spindle with no shims I can’t turn it. So my process says I have room to remove the high spots.Edumacate me...trying to follow your process.
Scraping- removing material- increases the ID of the assembled bearings. Given the bearings are machined to match the OD of the spindle, and you're not increasing the diameter of that part- how can you get 100% contact between bearing surfaces and spindle?