- Joined
- Mar 26, 2018
- Messages
- 8,411
It sure seems like profile number ten would do the trick.The Deckel SOE manual describes making dovetail cutters:
View attachment 433243

It sure seems like profile number ten would do the trick.The Deckel SOE manual describes making dovetail cutters:
View attachment 433243
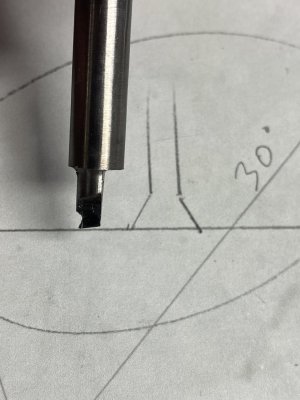
It’s too big of a swing. I have to start over.For your tap-based cutter, add a tapered relief on the back side (LH edge in your photos). The bit you ground would cut a shallow dovetail, but anything too deep and the back side with make the wall vertical again.
The illustrations make it easier to understand but to execute the grinding/milling op is a beeatch.It took me a long time to get a grip on grinding d-bit style cutters. The various angles etc can be a challenge to visualize. The SOE manaul is he best I have found for describing the process. You will get there.
I may have bit off more than I can chew
I feel your pain, been there done that.If I get one right I have to adjust here and then more there until it’s scrap.
Excellent!Indeed. Active smartypants comes with a "told ya so."
Now where's the fun in that?!You are welcome to let me know in advance if you see me making a fool of myself")
I finally realized what this cutter needs to do.
It has to have a sharp flat bottom that comes to a point.
The trick I learned is to cut the depth and the width of the channel, then come in and just kiss the angle until I have a point On both sides.
I’m making a form tool to follow the darn tool clamp.
I actually made it work. I’ll practice some more tomorrow then I may have the huevos to make the cut in the actual part.
If I charged by the hour, my rate would be $5 an hour to keep the price under $500
I’d show you the other side of the tool but, I don’t want to.