I thought I would describe my experience with tweaking the alignment of my Sherline lathe; maybe it will be helpful to someone.
Background: I am new to machining and this is my first and only lathe. Lots of things I am learning for the first time are common sense to most of you, I suspect. My main hobby is building bamboo fly rods. I got the Sherline this summer to try my hand at making my own metal ferrules. Typical metals are nickel silver, various bronzes and sometimes aluminum. The outside dimensions are not super critical; a thou plus or minus is not important. What is more critical is the inside. The female internal is from 0.125 to 0.300 diameter and 0.75 to 1.5 inches deep; it is drilled, reamed and then honed. This hole must be straight, round and uniform. The outside of the male slide is also finished by honing, but that doesn't concern us here.
Headstock: I started at the same point as the original poster. Dead centers in the head and tailstock did not quite meet, though my deviation looked a little less than his. I followed the procedure in the Sherline manual. I machined a few inches of 0.75 aluminum with tiny passes and checked the diameter along its length. Had a taper. The manual said to tap the front left of the headstock with a small hammer. Re-machined; no improvement. Hit it harder; managed to hit the pulley. No improvement. Put away the hammer. I set up a dial indicator on the end of the stock. loosened the headstock setscrew, and applied a clockwise torque to the headstock with my left hand while watching the indicator move; tightened the setscrew with my right. Improvement. After a little tweaking I got rid of the taper to 4 digits. I did a happy dance.
Tailstock/ram/jacobs chuck: My main concern is drilling & reaming straight round holes. Making a ferrule the first step is drilling. I start with a spotting drill, then a 0.125 drill, then larger by steps until the reamer comes out.
The problem I have is that every drill seems to hit the previous hole not square, but to the front. You can see it move to the rear just a little bit each time it enters. As you peck the hole you can hear a different sound as the drill exits the hole. This happens with every drill size and the reamer too. I don't know if this problem originates in the tailstock, ram or chuck; and I don't know if its really affecting the final bore, but I don't like it and want to get rid of it.
I chucked up a piece of drill rod and measured the runout as I advanced the ram. Over its 1.5 inch length of travel the indicator showed 0.006 travel inward (toward me) as the ram moved. I tried rotating the drill rod in the chuck; same result. I tried removing and rotating the chuck in the ram; again same result.

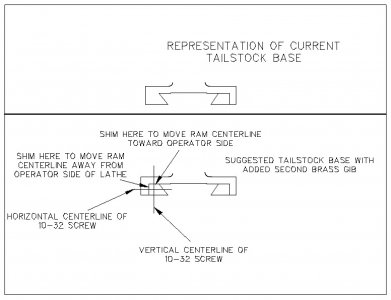
So where does the problem lie? I thought about this until my head hurt with no conclusions. (I was never much good at billiards either.) I looked for ways I could shim things to help me diagnose the problem. I tried the solution of adding a brass tipped setscrew to the backside of the tailstock; I let the ram locking screw drag along the ram. Not good approaches for all the drilling, and didn't make a difference. Finally I tried adding a shim between the chuck and the Morse taper adapter. It seems that a shim of 0.002 solves my problem:

With this shim; the runout drops to 0.001 and drills now hit the center of the previous hole (at least to the naked eye.) I still don't know WHY the problem is there and WHY this shimming seems to solve it. And WHY the shim is on the backside of the chuck when it seems it should be on the front.
Thanks for your time in reading all this.
Frank
P.S. after reading all this, maybe the Morse taper in the ram is just a little off?