- Joined
- Feb 17, 2013
- Messages
- 66
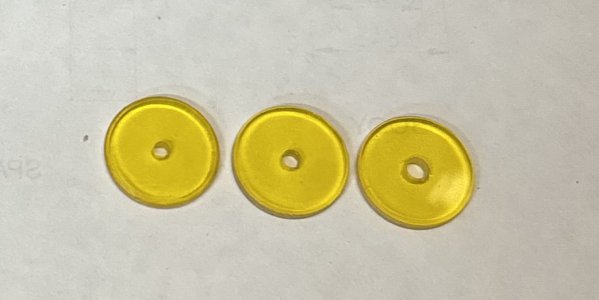
I needed to cut some "lenses" with apertures to fit a specific dimension from tinted acrylic, 1/8" thick. To do that I had to make a plug cutter to the dimension. I turned what I needed from a piece of shafting I had left over and made it to fit a 3/4" collet and I hand filed the teeth with a triangular file. I mounted the sheet of acrylic to a piece of wood with 2-sided tape and clamped it up in the mill vise. Acrylic is touchy to drill and cut because it easily melts and will easily stress crack or chip so I carefully drilled the apertures and then carefully cut out the lenses with very light feed. A little touch up around the circumference with a file and they worked out perfect.