I don't think you're going to need to fabricate an adaptor plate. I used the same stand to build a deburring wheel setup earlier this year. I went to Home depot and purchased a weatherproof outlet box like this:

In my case I also needed an extension like this because the switch I wanted to use was too deep for the box

I mounted the box inside the stand and the extension on the outside. and used a weatherproof toggle switch cover like this.

You might want to consider something similar. If you intend to grind metal you don't want it getting into the switch or motor, In my case I have a TEFC motor mounted inside the stand.
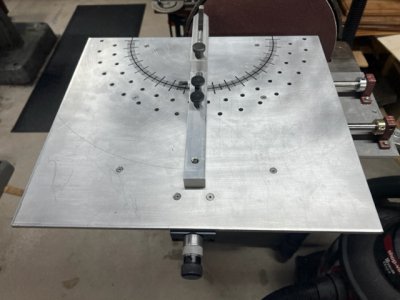
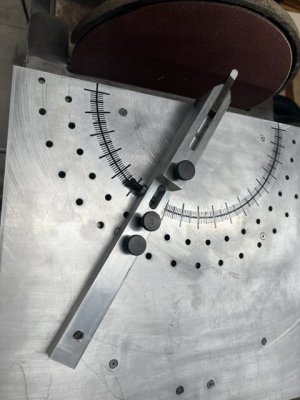
Here are a couple pictures. You can see the box mounted to the inside of the back wall in the first picture, and the extension and switch cover in the 4th picture. I used the same setup on my Delta/Rockwell disk/belt sander as seen in the last picture. I got lucky on both machines. The existing bolt holes matched the pattern of the boxes and extensions. I didn't even have to drill a single additional hole.
BELL N3R Aluminum Gray 1-Gang Weatherproof Electrical Box, Four Outlets at 3/4 in., with 2 Closure Plugs 5330-0 - The Home Depot
Designed for use in branch circuit wiring in wet, damp or dry locations. Boxes house receptacles, switches and GFCI's. May also be used as a weatherproof junction box. Closure plugs and installation hardware
www.homedepot.com
In my case I also needed an extension like this because the switch I wanted to use was too deep for the box
Commercial Electric 1-Gang Metallic Weatherproof Extension Ring with (6) 1/2 in. Holes, Gray WSE650G - The Home Depot
Give instant additional capacity to your electronic appliances with the choice of this Commercial Electric Gray 1-Gang 6-Holes Weatherproof Extension Rin.
www.homedepot.com
I mounted the box inside the stand and the extension on the outside. and used a weatherproof toggle switch cover like this.
Commercial Electric 1-Gang Non-Metallic Weatherproof Toggle Switch Cover, Gray WTC100PG - The Home Depot
Increase the protection of your home with the selection of this durable Commercial Electric Gray 1-Gang Non-Metallic Weatherproof Toggle Switch Cover.
www.homedepot.com
You might want to consider something similar. If you intend to grind metal you don't want it getting into the switch or motor, In my case I have a TEFC motor mounted inside the stand.
Here are a couple pictures. You can see the box mounted to the inside of the back wall in the first picture, and the extension and switch cover in the 4th picture. I used the same setup on my Delta/Rockwell disk/belt sander as seen in the last picture. I got lucky on both machines. The existing bolt holes matched the pattern of the boxes and extensions. I didn't even have to drill a single additional hole.