Episode 3 || Crankcase (Attempt 1)
I figured I’d start out with the Crankcase of the Radial 5, since it forms the backbone of the whole motor. It’s quite a complex part to make, requiring several different setups on both the lathe and the mill with a dividing head. And about 60 holes, many of which are tapped #2, #4, or #6.
View attachment 325713
View attachment 325714 View attachment 325715
I started out by chucking up a chunk of 5”-diameter stock in my 4-jaw chuck. A 4”-diameter piece would have worked, but I had some 5” on hand. So it took quite a bit of roughing to get it down to size. Note that there’s a fair amount overhang; that’s because I’m trying to get the crankcase, cam housing, and back plate all out of this one piece and barely have enough length. Would have wasted too much chopping it into three separate chunks.
View attachment 325700 View attachment 325701
You can see in the fusion model that there is an ‘undercut’ deep within the inside of the housing. It proved rather difficult to remove this material, and I had to grind up a trepanning tool to do so. I’ve never ground a trepanning tool, and this one had to have quite some overhang to get deep down in there. It ain’t pretty, but it worked. Sorry for the photo quality, was hard to get a good photo.
View attachment 325703 View attachment 325702
Once I finished roughing everything out, I gave it some time to cool down, then finish turned everything to final size. The central bore accepts a deep groove ball bearing so had to be pretty precise. Lots of chips were made over on the lathe!
View attachment 325716
The next step was to get the finish-turned crankcase mounted up to my dividing head. That wasn’t the easiest process. In an ideal world, I would have parted off the crankcase and bolted it straight to a H/V rotary table / dividing head mounted to my mill. I don’t have one of those. And because of the geometry of the crankcase, I didn’t really see a good way to grab onto it over at the dividing head, so I opted to leave it in the 4-jaw chuck in an attempt to maintain concentricity. My lathe spindle doesn’t match my dividing head spindle, so I had to make an adapter. All that added up to a tremendous amount of stick-out. Not even close to ideal…
View attachment 325704 View attachment 325705
In an attempt to control runout and deflection while milling the flats, I set up a clamping system and indicated in each position. It was a huge hassle, but I got close enough (within a few thou) in every setup.
View attachment 325706 View attachment 325707
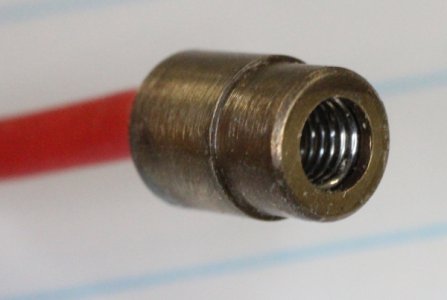
Once I had the 10 flats milled to dimension, I drilled, bored, tapped what felt like a million holes.
View attachment 325708 View attachment 325709
BUT!!!
I ended up breaking off a #4-40 tap in the second-to-last hole that required tapping. Huge bummer. More on that in the next post. I reckoned I’d be able to get it out, so I kept on with things.
View attachment 325712
After mounting back on the lathe and parting off, I had just a few more drills / counterbores and it was finished (except for removing the broken tap).
View attachment 325710 View attachment 325717
There were a few issues with the part (I accidentally oversized one hole; broken tap issue, some non-concentric features, etc.), but those were generally on non-critical features. Overall I was pretty proud of what I had accomplished. It was a very complex part and I had knocked it out with pretty darn good success.
Next episode will be on (trying unsuccessfully) to remove the broken tap.
TIME ON CRANKCASE: 22 hours
CUMULATIVE TIME: 48 hours