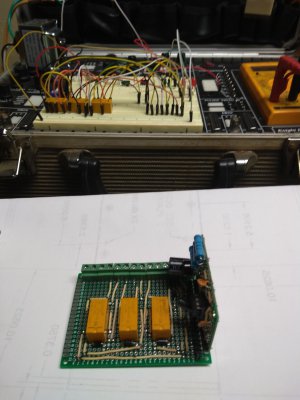
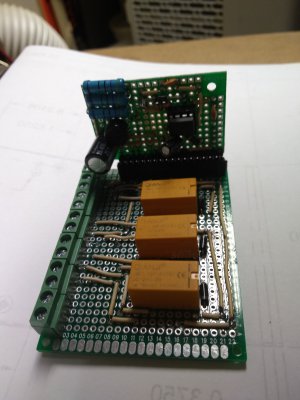
Got delayed due to winter and funds. Just finished the electrical control boards that were outside of my area of expertice. Powered by 24vac coming from the VFD electrical enclosure. Once the SPST rocker switch is thrown, 24vac will go back to the contactor in the VFD enclosure and startup the VFD. The control box will house the potentiometer, a LED display for Feet Per Minute (maybe), a LED lit NC momentary switch, and two NO momentary switches and three leds. When 24vac is switched ON a LED will light along with the LED Display. Press forward or reverse by one of the NO momentary switches and hold for four seconds until the "RUN SET" LED comes on and at this time the motor should start to run. If the buttons are pressed and held long enough the motor will not come on. This should help in two ways. One is that accidental starts should be diminished and additionally give some time for the motor to break before trying to change directions. Once running the two NO switches become inactive and only the potentiometer can be adjusted and the NC STOP momentary switch be engaged. One LED will display reverse when lit and the LED lit switch will show when power is going through the circuit. Will update with schematics as soone as I place all the values I actually used into them.