I saw a youtube video made by Stephan G who compared several styles of edgefinders. His conclusion was that the most accuracy/repeatability was with either a DTI rotated zero to 180 degrees and some math performed, or a ball bearing on a shank held in a collet where you run the bearing up until it touches, then move half the bearing diameter to find zero. The DTI stuff is just too cumbersome to set up and mess with, for me.
I have a cylindrical "kick out" type edge finder but it's always the case that it doesn't fit whatever collet is in at the time, so take out the collet, put in new collet with edgefinder, find the edge, remove collet, put original collet back in. Tedious.
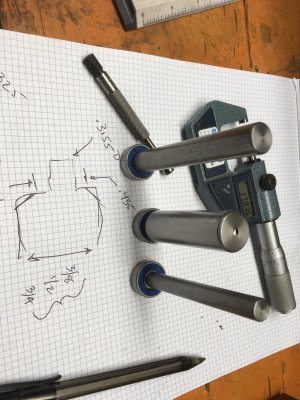
So this morning, I made three of the ball bearing style finders, with some 22mm OD, 8mm ID bearings that I had just for inventory. I made three shaft sizes, 3/8", 1/2" and 3/4", as these are the collets I tend to mostly use. I turned the end of the shafts down to a press fit on the bearing ID, used the little 1 ton arbor press and presto.
The interesting and I think terrific thing about these is that by putting some Sharpie marks on the bearing, it becomes more user friendly to old eyes than the kickout type finder, where it's always kicking out on the far side of where I am. These marks are of course invisible when approaching the edge (500-1000 RPM) and obviously easy to see when the bearing is completely stopped upon contacting the edge. But there will always be a little runout in the system, and as the bearing contacts the edge at some point in the rotation, the bearing stops and like a strobe light, you see the mark for a millisecond or such. You have to try this, it's great. I found that I could get a half thou readout difference between no contact, strobe-like appearance, and stopped, which is the resolution of my DRO. This is, for me, a sharper indicator than the kickout finder, it's easier to see and I don't have to get my head down in the works to observe. The clincher is repeatability was better than I can achieve with the kickout finder.
You have to try this. Took about an hour and a half to make all three of these and test them. I'm sure you can do this faster. I putter.
If you're working in metric, the bearings I used were 22mm, so just move 11 mm to center. Working in imperial, I just find the edge, zero the DRO, flip to mm, move 11 mm and flip back to inch. These bearings are all very very accurate of course, just a few microns variance max to min.
I give up on trying to get pictures to orient correctly. A pox on certain software developers.