- Joined
- Mar 26, 2018
- Messages
- 8,407
Thanks Evan.Looks really good Jeff!
Having more time on my hands has really freed me up to improve some of my skills.
Having a ball.

Thanks Evan.Looks really good Jeff!
")
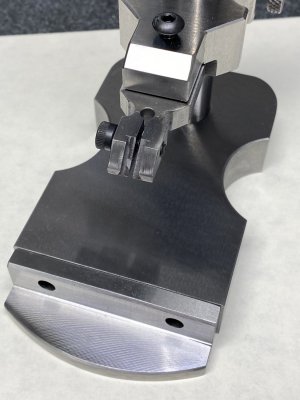
What's the advantage to adding the ball bearings? I apparently has so much to learn...After case hardening this base piece, I’m planning on pressing 3/8” ball bearings then surface grinding them to the same height for a precision footing.
I used a 3/8 end mill and cut .200” deep.
I figured pressing past the center line by .025” should do it.
I‘m copying Stephan’s design. The four ground balls assure clean consistent contact on the surface plate.What's the advantage to adding the ball bearings? I apparently has so much to learn...
Looks good!After case hardening this base piece, I’m planning on pressing 3/8” ball bearings then surface grinding them to the same height for a precision footing.
I used a 3/8 end mill and cut .200” deep.
I figured pressing past the center line by .025” should do it.
Jeff this is looking fantastic!After case hardening this base piece, I’m planning on pressing 3/8” ball bearings then surface grinding them to the same height for a precision footing.
I used a 3/8 end mill and cut .200” deep.
I figured pressing past the center line by .025” should do it.
We’ll find outLooks good!
But, is .200" deep enough to give you .025"? Also, Did the end mill drill the hole under .375? If the end mill drilled over .375, maybe a 13/32 ball would do the trick?
.We’ll find out
I didn’t want to see gaps where the radius is smaller than the hole. Is that about clear as mud?
It’s all about learning the process. I may have to epoxy them in.