- Joined
- Oct 26, 2023
- Messages
- 82
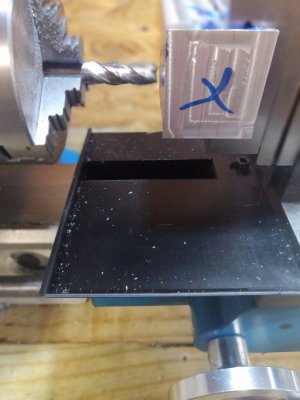
I picked up this lathe originally to keep for spare parts but I thought that I can convert it to a horizontal mill as I have no milling capacity.
I got it all put together and installed. The first test run was a mess a total chatter fest. I identified multiple issues that needed to be addressed. First off I removed the compound slide and mounted the vertical slide directly to the carrage and installed a proper carrage lock. The mounting tnuts for the vertical slide clamp failed due to poor design so I drilled and taped the vertical slide and bolted the clamp to the slide. I had no way to accurately set the depth of cut. I just guessed at it and you know how well that worked. I installed a poor man's DRO and that took care of that issue. Now I can touch off and dial in the depth I want. I checked the accuracy and to my surprise it was nearly perfect. Close enough for me. The second test run was almost perfect.
I still am getting a little chatter from the vertical slide when it's near the top of its travel. I think adding two more gib adjusters may cure that?? I know there is a lot more that I can do down the road if need be. As of now I have less than 200 invested. It's nice to have a little milling capacity.
I got it all put together and installed. The first test run was a mess a total chatter fest. I identified multiple issues that needed to be addressed. First off I removed the compound slide and mounted the vertical slide directly to the carrage and installed a proper carrage lock. The mounting tnuts for the vertical slide clamp failed due to poor design so I drilled and taped the vertical slide and bolted the clamp to the slide. I had no way to accurately set the depth of cut. I just guessed at it and you know how well that worked. I installed a poor man's DRO and that took care of that issue. Now I can touch off and dial in the depth I want. I checked the accuracy and to my surprise it was nearly perfect. Close enough for me. The second test run was almost perfect.
I still am getting a little chatter from the vertical slide when it's near the top of its travel. I think adding two more gib adjusters may cure that?? I know there is a lot more that I can do down the road if need be. As of now I have less than 200 invested. It's nice to have a little milling capacity.