

- Joined
- Mar 26, 2018
- Messages
- 8,409
Hey all,
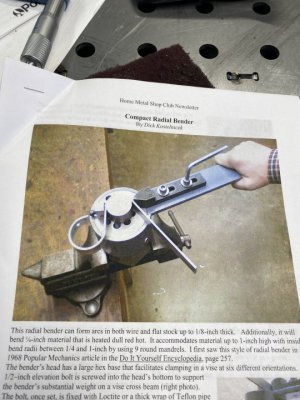
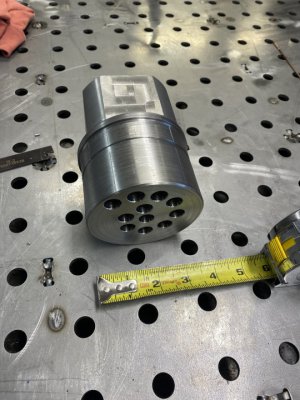
I am making a small radial bender.
The outer ring needs to be 4 1/2” -as is, the ID is 3.750” (actually, i’ll take the OD to 4.250”)
The depth is 2 1/2”.
I would like to keep the inner part rather than making a pile of chips.
Can it be done?
What would you use?
I have a piece of 1” HSS. I could grind a trepanning tool. I may be done grinding it by Monday afternoon if I start now")
I am making a small radial bender.
The outer ring needs to be 4 1/2” -as is, the ID is 3.750” (actually, i’ll take the OD to 4.250”)
The depth is 2 1/2”.
I would like to keep the inner part rather than making a pile of chips.
Can it be done?
What would you use?
I have a piece of 1” HSS. I could grind a trepanning tool. I may be done grinding it by Monday afternoon if I start now
Attachments
-
 15DB00A9-44E7-4C41-9F35-F9AB69AF8D20.jpeg88.4 KB · Views: 40
15DB00A9-44E7-4C41-9F35-F9AB69AF8D20.jpeg88.4 KB · Views: 40 -
 F7DAC159-7406-4FFD-AFE3-BB8F48AF41EA.jpeg76.4 KB · Views: 44
F7DAC159-7406-4FFD-AFE3-BB8F48AF41EA.jpeg76.4 KB · Views: 44 -
 A320E7B1-A201-4D38-A876-1A0D6A324F12.jpeg107.3 KB · Views: 46
A320E7B1-A201-4D38-A876-1A0D6A324F12.jpeg107.3 KB · Views: 46 -
 E9FFBB8D-0A9C-441E-BEA1-7E73CF257B97.jpeg91.6 KB · Views: 46
E9FFBB8D-0A9C-441E-BEA1-7E73CF257B97.jpeg91.6 KB · Views: 46 -
 58EAF3ED-79F3-42BD-B3AC-CD0ACBB5F7D2.jpeg106.2 KB · Views: 43
58EAF3ED-79F3-42BD-B3AC-CD0ACBB5F7D2.jpeg106.2 KB · Views: 43 -
 AF4F1F14-D022-47A9-B94C-58A9DDF8FBCB.jpeg93.7 KB · Views: 44
AF4F1F14-D022-47A9-B94C-58A9DDF8FBCB.jpeg93.7 KB · Views: 44