112 TPI (per your earlier post) is 0.0047" per revolution. I can do 0.0012" - close enough to 4x slower in my book...112 TPI is pretty slow. Four times slower is not likely. My South Bend went to 227 tpi if I recall correctly.
GsT

112 TPI (per your earlier post) is 0.0047" per revolution. I can do 0.0012" - close enough to 4x slower in my book...112 TPI is pretty slow. Four times slower is not likely. My South Bend went to 227 tpi if I recall correctly.
Indeed, my apologies.112 TPI (per your earlier post) is 0.0047" per revolution. I can do 0.0012" - close enough to 4x slower in my book...
GsT
lol, I do but this is all a part of learning and I’m soaking up all I can. Thank youJust try something "less pointed" if you have it. The diamond tool in your picture is for getting into tight corners.
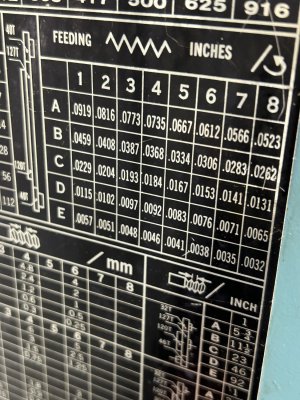
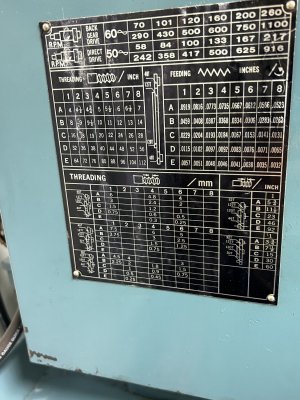
A picture of your gear setting plate would be handy as well. If that's really 112 TPI, you should be able to go about four times slower, but I've never seen those feed rates expressed as TPI. (For example, my lathe will only cut 60 TPI threads, but will feed as slowly as 0.0012" per revolution (of the chuck).
Feel like you're drinking from a firehose yet? ;-)
GsT
I will throw up a picture of my chart when I get home and play with the rates and see what’s going g on there. I’m also learning this lathe as I’m sure you know. I’m in the automotive industry and we used to turn a lot of rotors, drums and sometimes flywheels, so I’m not totally ignorant. This is very different from that thoughThat's likely the slowest feed rate you have. My machine has the max TPI of 112 and slowest feed rate of .0027"/rev
It's a journey.I will throw up a picture of my chart when I get home and play with the rates and see what’s going g on there. I’m also learning this lathe as I’m sure you know. I’m in the automotive industry and we used to turn a lot of rotors, drums and sometimes flywheels, so I’m not totally ignorant. This is very different from that though
")
Am I looking at it wrong or does this still mean that being in E8 is the slowest feed rate?