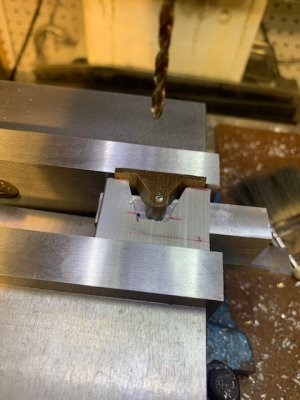
Now to the column base. Set the column capital in the vise registering the same orientation of the machined face to the vice fixed jaw. Indicate on both jaws.

Divide by two on the DRO and set the Y to zero.

How about that, the center drill lines up perfectly with the lathe center hole!

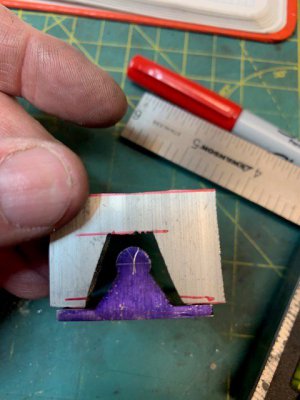
Drill the base plate holes and test fit. Wow, trig really works.


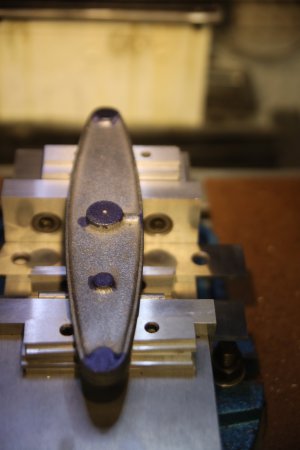
While I'm on a roll, time to machine the entablature beam mounting surfaces and holes. Set the top machined face against the fixed jaw with a dowel against the cast side. Indicate against the machined surface and against a gauge pin in the previously drilled beam block mounting holes to set my x and y coordinates on the DRO against known features.

Mill the 3/8" groove .029 deep on both sides to hit the 2" width. Locate, drill and tap the entablature mounting holes, paint unmachined surfaces with etch primer(Thanks Kieth Appleton), oil the machined surfaces and we are on to the entablature beams.

Divide by two on the DRO and set the Y to zero.
How about that, the center drill lines up perfectly with the lathe center hole!
Drill the base plate holes and test fit. Wow, trig really works.
While I'm on a roll, time to machine the entablature beam mounting surfaces and holes. Set the top machined face against the fixed jaw with a dowel against the cast side. Indicate against the machined surface and against a gauge pin in the previously drilled beam block mounting holes to set my x and y coordinates on the DRO against known features.
Mill the 3/8" groove .029 deep on both sides to hit the 2" width. Locate, drill and tap the entablature mounting holes, paint unmachined surfaces with etch primer(Thanks Kieth Appleton), oil the machined surfaces and we are on to the entablature beams.
Attachments

Last edited: