- Joined
- Oct 4, 2016
- Messages
- 7,021
I have suffered with this, the right diamond plates, the right honing fluid, and relax, your not grinding the bit. It's a soft hone, and trying to be flat. Yes it's easier written than done, but it will come.

Caveat: In this thread, Mikey describes using a belt grinder with a hard, flat platen, and hand honing on flat stones, to achieve sharp tools. I expect that achieving it requires some combination of talent and practice.
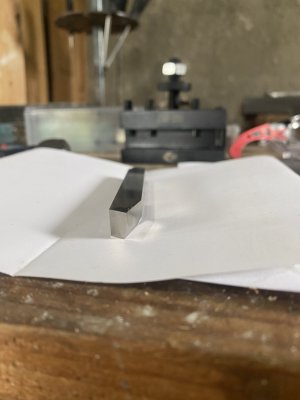
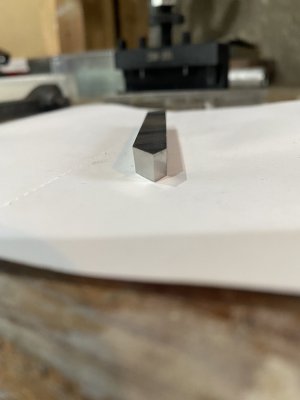
Thanks ttabbalThose look good! You're heading in a good direction. Don't overthink the angles, the rest being a few degrees off won't make it not work. Perhaps less efficient for some materials, but it'll cut. Heck, try both and see what your setup likes best.
I tried the opposite last week: hand honing the ground face of a 3/16-inch tangential (AKA diamond) tool bit that had a very-hollow grind: I ground the face using a 1-inch diameter grinding wheel on a Dremel rotary tool. I didn't suceed in hand honing it evenly and flat. Other people recommend hollow ground surfaces for honing, but at least for me at this time it is not a panacea.The key advantage of a flat platen on a belt sander is that it produces flat faces that register well on the face of a flat stone, like a diamond stone. This makes it simple to hone each face, although I admit the end face can be harder because it is smaller so there is less real estate to register solidly on the stone.
There is no trick to honing. Just take your time and focus on getting rid of the grind marks while keeping the involved face flat. i prefer to put cutting pressure on the pull stroke and i go slow so I don't lose the register of the face on the stone. I do all three faces like this, including the top face, and have no real issues doing so. My edges cut like scalpels when I'm done.
It may be true that i have no issues honing tools because I've done hundreds of them. If that is true then it should be true for most everyone so practice - you won't improve without working at it.
Two other correspondences between insert tools and ground HSS tools are:After having and using a 55-degree carbide-insert tool and an HSS RH knife tool for two years, I realized only this week that the tools are basically carbide and HSS versions of the same tool. The 55 degrees of the carbide insert is the same thing as the 35 degree end-cutting-edge angle of the HSS tool. One difference between them is that the carbide-insert tool has a few degrees of negative side-cutting-edge angle.View attachment 420318