

- Joined
- Jan 7, 2016
- Messages
- 3,273
A search for printing issues will provide quite a few results. One of them is this guide.
Another is this one. https://www.3dsourced.com/rigid-ink...shooting-guide/#issue-stringing-and-oozing-13
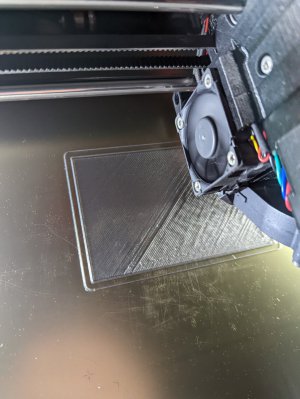
Edit: I see you did reference the Benchy troubleshooting guide. As AlanB pointed out, the first layer of your Benchy has the nozzle too far from the print surface. Those lines you see should be squished, resulting in a more homogenous surface.
Another is this one. https://www.3dsourced.com/rigid-ink...shooting-guide/#issue-stringing-and-oozing-13
Edit: I see you did reference the Benchy troubleshooting guide. As AlanB pointed out, the first layer of your Benchy has the nozzle too far from the print surface. Those lines you see should be squished, resulting in a more homogenous surface.
Last edited:
 2nd and 3rd reboots fail to have the camera back up. lsusb detects the camera fine. Drat.
2nd and 3rd reboots fail to have the camera back up. lsusb detects the camera fine. Drat.