- Joined
- May 3, 2020
- Messages
- 229
How is my little lathe doing compared to other machines? Am I impatient or is my lathe too small?
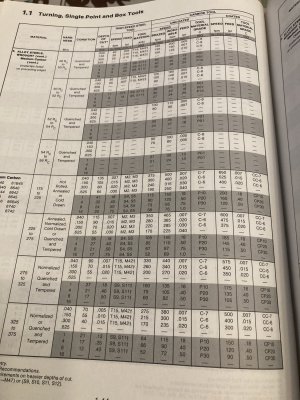
I'm turning a bunch of parts, about 2" in diameter, material is 4140. It's taking forever. On my import 9x20 lathe, my maximum depth of cut is around 0.025. Other parameters are 300 RPM, 0.005 in/rev, new TPGT-321 insert with 0.015 tip radius. As I write, I realized how low that surface footage is... OK, much better cut and finish at 600 RPM but similar depth of cut. Getting a little vibration. My next speed is 1000 RPM, which left a nice finish but the belt slips if I take more than 0.012 deep.
Is there anything I can do to take off more material in a pass? Or should I be happy with this performance?
I've probably just watched too many videos of Hardinge HLV-H, Monarch 10EE, and Okuma LS. An upgrade feels certain but it's years away.
I'm turning a bunch of parts, about 2" in diameter, material is 4140. It's taking forever. On my import 9x20 lathe, my maximum depth of cut is around 0.025. Other parameters are 300 RPM, 0.005 in/rev, new TPGT-321 insert with 0.015 tip radius. As I write, I realized how low that surface footage is... OK, much better cut and finish at 600 RPM but similar depth of cut. Getting a little vibration. My next speed is 1000 RPM, which left a nice finish but the belt slips if I take more than 0.012 deep.
Is there anything I can do to take off more material in a pass? Or should I be happy with this performance?
I've probably just watched too many videos of Hardinge HLV-H, Monarch 10EE, and Okuma LS. An upgrade feels certain but it's years away.