- Joined
- Apr 17, 2015
- Messages
- 323
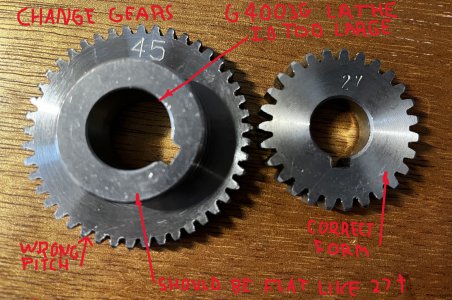
I have had my G4003G since 2010 and it has had its issues. Currently, I have a job in the chuck that requires a Metric 27mm 3TPI thread. Being an idiot and thinking that because the correct number of gears were in the bag of change gears I assumed they would be the correct gears. Never assume! this thread requires the 45t gear which was not in the sealed bag I received with the lathe. I contacted them and they did not agree they owed me the gear so I paid for one $32 and the $18 shipping plus tax of course. Only when it arrived it is not the right gear. They had another it too is not the correct pitch, ID or form gear. Correct part number but wrong gear. They are allegedly going to find one for me but supply no time frame. I'm not holding my breath!
I would pay shipping, and provide a deposit to anyone who could loan me a gear to complete this job. I am afraid to remove the part from the lathe as the thread needs to be concentric to the first 6" of a small bore that goes through a 28" long 1.2" Dia. piece of 400 series stainless. The opposite end of the piece is held in a spider that acts like a second chuck at the left end of the spindle which lines the axis of the bore with the axis of the lathe. The stock is expensive ($330) due to an ID feature that runs the length of the bore.
By the way, if you have one of these lathes and have never attempted to use the follower rest I would be interested to know if it would support stock larger than 3/4", maybe an inch.
I would pay shipping, and provide a deposit to anyone who could loan me a gear to complete this job. I am afraid to remove the part from the lathe as the thread needs to be concentric to the first 6" of a small bore that goes through a 28" long 1.2" Dia. piece of 400 series stainless. The opposite end of the piece is held in a spider that acts like a second chuck at the left end of the spindle which lines the axis of the bore with the axis of the lathe. The stock is expensive ($330) due to an ID feature that runs the length of the bore.
By the way, if you have one of these lathes and have never attempted to use the follower rest I would be interested to know if it would support stock larger than 3/4", maybe an inch.