

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
DIY OD Grinder fixture, For the surface grinder- maybe
- Thread starter Janderso
- Start date
I started working with the metric system shortly after graduating from college, so I am more used to that than imperial. I find the metric system far easier than imperial for reverse engineering something, the nominal dimensions are almost always a whole mm. The ISO tolerances make figuring out what bearing fits to use, shaft sizes for couplings, etc. very simple.I don’t know why I fight the metric system. It’s so simple.
When a dimension says .5 or 6 x 28 mil. I have no idea what dimension that is.
But, if it’s a hex on a bolt, 7/16 or 12mm etc. is easy to understand as this comes from experience.
Old habits and all.
- Joined
- Mar 26, 2018
- Messages
- 8,408
I noticed even on older machine tools the bearings often are standard metric sizes.I started working with the metric system shortly after graduating from college, so I am more used to that than imperial. I find the metric system far easier than imperial for reverse engineering something, the nominal dimensions are almost always a whole mm. The ISO tolerances make figuring out what bearing fits to use, shaft sizes for couplings, etc. very simple.
Shocking.
I think a lot of that came from the dominance of European companies making ball bearings, and they don't make much in inch sizes. The founders of FAG Bearings developed the rolling machine that made balls a uniform size and roundness and started the widescale manufacturing of ball bearings. Being German, they only made metric sizes. Timken pretty much had the tapered roller bearing market cornered, so if something had tapered rollers, it was likely inch based. Now there is plenty of competition with metric tapered roller bearings, so that seems to be changing to metric sizes as well.I noticed even on older machine tools the bearings often are standard metric sizes.
Shocking.
I have a Burke Millrite and it uses inch tapers on the bottom of the spindle, but the upper ball bearings are metric I believe.
- Joined
- Mar 26, 2018
- Messages
- 8,408
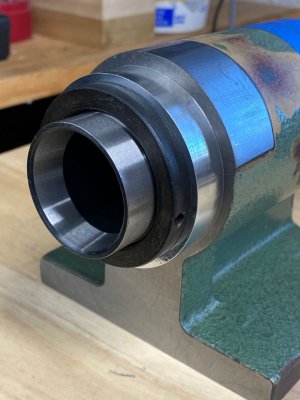
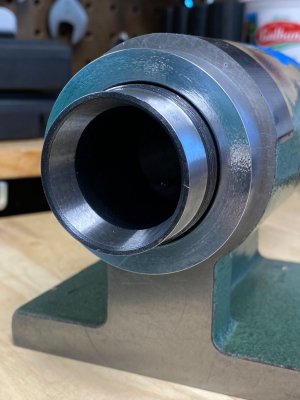
Made some progress today. I finished the bore. The spindle is smooth and has no wiggle as before.
I struggled with a way to keep the grit out of the front bushing. I think this will work just fine")
It's time to start working on mounting the spin indexer and the motor to a plate then figuring out the pulleys etc.
I struggled with a way to keep the grit out of the front bushing. I think this will work just fine
It's time to start working on mounting the spin indexer and the motor to a plate then figuring out the pulleys etc.
Attachments

Last edited:
- Joined
- Mar 26, 2018
- Messages
- 8,408
Made some progress today.
I’m making the pulleys.
The tubes will be shorted to allow for maximum work capacity.
The 1/4” plate sucks up real tight when the magnet is applied.
By George, I think I’m going to pull this off.
I’m making the pulleys.
The tubes will be shorted to allow for maximum work capacity.
The 1/4” plate sucks up real tight when the magnet is applied.
By George, I think I’m going to pull this off.
Attachments


Wow. It's hard, right, so you can't just turn it true?Check out the quality on this jippo production spin indexer.
Thus is a kit, I’m fixing it as I go along but, come on.
- Joined
- Mar 26, 2018
- Messages
- 8,408
It’s very manageable with carbide. I cleaned it up.Wow. It's hard, right, so you can't just turn it true?
This piece is pinned then soldered I think.
I could clean up one side then touch up the other and it would move on me.
I cleaned up the side that matters most.
I should add, the spindle and the 5C collet closing tube have been shortened. I used a carbide cut off tool, blue chips
Making progress.