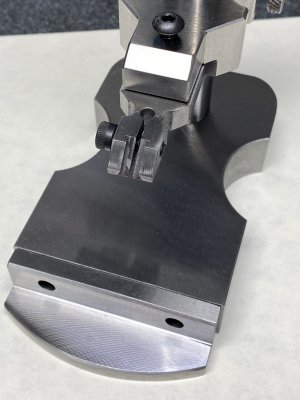
After case hardening this base piece, I’m planning on pressing 3/8” ball bearings then surface grinding them to the same height for a precision footing.
I used a 3/8 end mill and cut .200” deep.
I figured pressing past the center line by .025” should do it.
After case hardening this base piece, I’m planning on pressing 3/8” ball bearings then surface grinding them to the same height for a precision footing.
I used a 3/8 end mill and cut .200” deep.
I figured pressing past the center line by .025” should do it.
After case hardening this base piece, I’m planning on pressing 3/8” ball bearings then surface grinding them to the same height for a precision footing.
I used a 3/8 end mill and cut .200” deep.
I figured pressing past the center line by .025” should do it.
But, is .200" deep enough to give you .025"? Also, Did the end mill drill the hole under .375? If the end mill drilled over .375, maybe a 13/32 ball would do the trick?
After case hardening this base piece, I’m planning on pressing 3/8” ball bearings then surface grinding them to the same height for a precision footing.
I used a 3/8 end mill and cut .200” deep.
I figured pressing past the center line by .025” should do it.
But, is .200" deep enough to give you .025"? Also, Did the end mill drill the hole under .375? If the end mill drilled over .375, maybe a 13/32 ball would do the trick?
We’ll find out .
I didn’t want to see gaps where the radius is smaller than the hole. Is that about clear as mud?
It’s all about learning the process. I may have to epoxy them in.
We’ll find out .
I didn’t want to see gaps where the radius is smaller than the hole. Is that about clear as mud?
It’s all about learning the process. I may have to epoxy them in.
I don't remember the exact interference Stephan used, I do remember hearing you can get away with A LOT more than you'd expect because the contact area is so small. Something like 10 or 20 thou can work.
If you do epoxy, etch or grind the surface of the balls. Epoxy will have trouble bonding to something that smooth. The shape isn't going to help either. JB weld would probably be fine there, also cleanliness...
I can't wait to see how this turns out for you. Keep us updated!
This site uses cookies to help personalise content, tailor your experience and to keep you logged in if you register.
By continuing to use this site, you are consenting to our use of cookies.

")