That machine spindle might be a little light to turn drill that size. I normally limit mine to 1'' max in steel.
Good point! There is a reason that they make boring heads.
That machine spindle might be a little light to turn drill that size. I normally limit mine to 1'' max in steel.
You don't by chance have link?I normally don't post over here because most of the stuff I buy is just what everyone else purchases (or of lesser quality, so I'm usually a bit on the humbler side of the purchase). But this time, it was too valuable to pass up ($11).
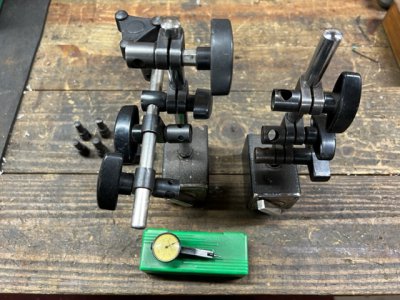
I was watching a woodworking video (talking about using 1-2-3 blocks for wood working setups), and the narrator mentioned 1-2-3 block set up hardware. Heretofore, I've used the threads in the 1-2-3 blocks, or bolts all the way through the blocks, to do my set ups. These little kits are pretty nifty.
View attachment 417724
The barrel nuts slide right in (some issue with size interference on some 1-2-3 blocks), and have a slot on the side to align the nuts. Then you just thread things together.
View attachment 417725
Makes setups without protruding bolts or nuts very easy.
Granted, this would be an easy thing to make for yourself, but I had to go make a purchase of them just because the brilliance behind the kit.
Where do think it would fail? snip>
I didn't use the word "fail". I wrote "What is the potential for the set-up to damage the machine or operator?"
IMO, the hyper extended tooling has virtually zero practical use. If you want to create large (>1 inch) holes on a Bridgeport/clone annular cutters are excellent for the job. McMaster sells them up to 2" and MSC lists them to 6.5" (maybe too big for a Bridgeport).
The vertical force on the quill, needed to advance a 1.5" drill through an aluminum workpiece (even with a .5" pilot hole), will deform the alignment of the mill head relative to the table. That deformation creates a moment on the quill/spindle/bearings that an R8 spindle is not designed to carry, IMO.
Substantial shock at the cutting edges, like breaking through into intersecting features or through the workpiece, will alter the tram of the mill head. The Roll and Pitch clamping capabilities are finite, not infinite. Continuing drilling with the head out of tram compounds the bearing damage potential.
IMO, anybody that thinks the hyper extended tooling is OK lacks the experience/knowledge to mount a workpiece securely enough. That is the primary danger to the operator.
I think I've made my point here and I won't respond to any additional replies on the subject in the "What did you buy today" thread. I apologize to all for my part in the sidetrack.
If someone needs to continue to beat this horse, and wants my comments, start a new thread and call it to my attention. I don't see/read/follow all threads.
View attachment 417869
The 1-2-3 block hardware kits are put together by Taylor Toolworks. I think they go by the name of taytools on Amazon. https://taytools.com/products/123-b...32119&pr_ref_pid=2046611226675&pr_seq=uniform. $11 would beat the individual price of components at my big box store.You don't by chance have link?
I believe I found the answer in here:
Test Indicator Brand Comparison
Test Indicator Brand Comparison: Mitutoyo, Starrett, Bestest, Interapid and others.www.longislandindicator.com
and here:
B&S BesTest Indicator
Brown & Sharpe BesTest test indicator horizontal, vertical, black dial model
I recommend that anybody buying a DTI should read the first ink.
Here is a screenshot from the second link: