- Joined
- May 27, 2016
- Messages
- 3,479
We go several steps chasing this one. My SB9s are about 1940 and 1947.
First is a minor confusion about the Morse taper. In all the old catalogues I can find, the spindle taper is listed as MT 2. On both my lathes, the (about 1938 - 1943) SB9C and the 1947 SB9A, the Morse taper is very definitely MT3. The MT3 test bar fits right up it, as does the MT3 reamer. I don't understand that.
Do we know definitely that the Morse taper in SB9 spindles is always MT3?
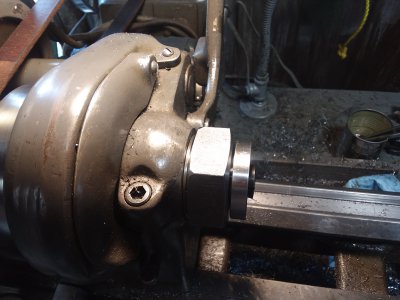
The more important question is about the 1.5" diameter threaded end of the spindle.
5 turns takes up just short of 15.9mm, so looking like 0.625". So 0.125" per turn, which makes it 1.5" 8TPI.
The motivation is to get a ER32 collet chuck, and there are several seen of various diameters from 80mm to 125mm with 3 bolt holes and a recess to fit over the raised part of a backplate. The picture is of one with 125mm (about 5") diameter

So far - so good. I go after the backplate. Oh boy! I see all manner of rough stuff, from un-machined castings to some with the 8TPI thread in it?
Is the first job to try an cut 8TPI internal threads to make up a backplate?
Confirm - the raised part on it is called the "register"?
Is that what is also known as the "reticule"
I found a couple of backplates with the 1.5" 8TPI thread. In a gorgeous mix of metric and imperial, they are listed sized 100mm and 125mm.
Like this

I am guessing here, but it seems the method is to find a ER32 thingy with a recess smaller than the lump on the backplate, then turn the "register" down until it goes down the hole. If that chuck is to end up with acceptable run-out, that would have to be a very accurate tight fit.
If there is any experience going on how to get this right without purchasing several backplates, it would be much appreciated.
First is a minor confusion about the Morse taper. In all the old catalogues I can find, the spindle taper is listed as MT 2. On both my lathes, the (about 1938 - 1943) SB9C and the 1947 SB9A, the Morse taper is very definitely MT3. The MT3 test bar fits right up it, as does the MT3 reamer. I don't understand that.
Do we know definitely that the Morse taper in SB9 spindles is always MT3?
The more important question is about the 1.5" diameter threaded end of the spindle.
5 turns takes up just short of 15.9mm, so looking like 0.625". So 0.125" per turn, which makes it 1.5" 8TPI.
The motivation is to get a ER32 collet chuck, and there are several seen of various diameters from 80mm to 125mm with 3 bolt holes and a recess to fit over the raised part of a backplate. The picture is of one with 125mm (about 5") diameter
So far - so good. I go after the backplate. Oh boy! I see all manner of rough stuff, from un-machined castings to some with the 8TPI thread in it?
Is the first job to try an cut 8TPI internal threads to make up a backplate?
Confirm - the raised part on it is called the "register"?
Is that what is also known as the "reticule"
I found a couple of backplates with the 1.5" 8TPI thread. In a gorgeous mix of metric and imperial, they are listed sized 100mm and 125mm.
Like this
I am guessing here, but it seems the method is to find a ER32 thingy with a recess smaller than the lump on the backplate, then turn the "register" down until it goes down the hole. If that chuck is to end up with acceptable run-out, that would have to be a very accurate tight fit.
If there is any experience going on how to get this right without purchasing several backplates, it would be much appreciated.