If I'm reading all this correctly, the problem is with the vise. Most likely the part is cocking in the vise as you tighten. Less likely, the bed of the vise is not parallel to the table.
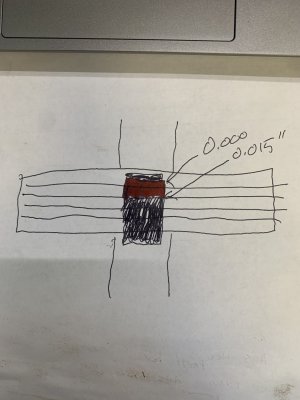
To be clear, the part is set on parallels in the vise and you are milling the top of the part. You are getting a taper in thickness from front to back (along the y axis)? How wide is the stock, what is the diameter of the cutter?