
-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
POTD- PROJECT OF THE DAY: What Did You Make In Your Shop Today?
- Thread starter wachuko
- Start date

- Joined
- Dec 21, 2018
- Messages
- 2,222
I incorporated handles into the ends of my chuck blocks.I need to make these as well
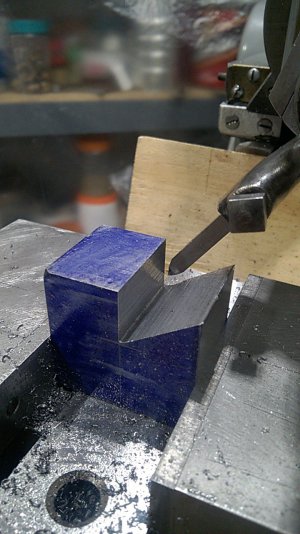
Attempting to make a vise and tool caddy for the South Bend Mill. It has a strange 56 degree dovetail so buying a commercial cutter was out.
Good first project for the shaper. Took WAY longer than it should have but that what happens when you jump into the first project. Setups, techniques, grinding your own specialty bits. Making mistakes and trying to fix them on the fly is part of the fun.
Didn't turn out too bad for an off the cuff use of a chunk of mystery steel.
Making the opposing piece 'should' be easier.
Good first project for the shaper. Took WAY longer than it should have but that what happens when you jump into the first project. Setups, techniques, grinding your own specialty bits. Making mistakes and trying to fix them on the fly is part of the fun.
Didn't turn out too bad for an off the cuff use of a chunk of mystery steel.
Making the opposing piece 'should' be easier.
Attachments

Last edited:
- Joined
- Sep 5, 2013
- Messages
- 3,980
I don’t even think it looks stupid, I had to really focus to see what you were referring to. Most people wouldn’t even give it a second glance (I know, that’s not the point, but…). Nice looking tool.the tool itself is fine, it just looks a little stupid.
-frank
- Joined
- Aug 6, 2015
- Messages
- 4,310
Packing, donating, thrashing, cleaning… sums up the weekend
Tuesday I get a quote for getting the inside of the house all painted…


Also took the 6-cylinder Porsche engine left…but had to carry that one in the Jeep

POD could have been packed better but we got most of it in there…The container gets picked up on Thursday.

All rooms have been emptied…well, except for a small table with chairs and our mattress (on the floor of our bedroom). Those will be the last to go as we need somewhere to sleep and eat…

A few more trips next weekend to finish the garage…
Tuesday I get a quote for getting the inside of the house all painted…
Also took the 6-cylinder Porsche engine left…but had to carry that one in the Jeep
POD could have been packed better but we got most of it in there…The container gets picked up on Thursday.
All rooms have been emptied…well, except for a small table with chairs and our mattress (on the floor of our bedroom). Those will be the last to go as we need somewhere to sleep and eat…
A few more trips next weekend to finish the garage…
- Joined
- Sep 2, 2013
- Messages
- 5,456
Been working off and on installing the power feed on the Z axis for the Acra mill. Did one on the BP last year that turned out well, this one has been a little more challenging. All metric for starters, and required making a few more pieces, along with lengthening a key way, and widening the one in the ring gear for the PF. Had to make an extended bushing for the PF bearing to ride on, and decided to make it out of a piston pin. My little Atlas lathe was not impressed with my choice of material, and complained through the whole turning and boring process, but we got her done. Drilled new holes in the PF housing to get it in the position that I wanted. Should finish it up tomorrow. Mike









- Joined
- Jan 31, 2016
- Messages
- 13,383
Spent the last 4 days drinking adult beverages and reading up on my Machinery's Handbook on the beach in SC . Beach was 84 degrees and sunny . Came home to 39 degrees and cloudy and foot tall grass .  Back to reality for me .
Back to reality for me . 
Back to reality for me . - Joined
- Apr 14, 2014
- Messages
- 3,584
Some days reality sucks!!!Spent the last 4 days drinking adult beverages and reading up on my Machinery's Handbook on the beach in SC . Beach was 84 degrees and sunny . Came home to 39 degrees and cloudy and foot tall grass .
- Joined
- Dec 20, 2021
- Messages
- 1,071
Still working on the Crane. It's mostly together. But finally decided to add some rollers to support square drive shaft inside the drive tube. Racking my brain on how to make the roller holders, and finally decided on some small steel blocks with recesses, and half round pins pressed into bearings.
With the CNC these were easy parts to make, so that's what drove the design. Small carbide, overcut the corners, leave a raised 'boss' to support the inner race, etc. Maybe half hour of CAD/CAM, then sawing/squaring up material.

I was grumbling about the cutter life, but maybe I'm getting greedy. That little $3 broken 1/8" carbide ran for 80 minutes in some miserable steel, at 5K RPM, 4.9 IPM, 0.125" axial DOC. If it had made 2 more minutes, it would have finished the batch of parts! It held tolerance, but eventually broke at the collet. Sickout was maybe a bit long, so there is that. Trochoical milling, and finishing with the same cutter. The round pins were done with different mill.
The worst part was making those pins. Didn't have material the right size, so ran some knurls on some 416 stock, then milled to length, and milled flats. Had to slap together a quick fixture to hold the pins for milling. That was a NO-CAD, NO-Measurements design. It allowed milling the pin to length, and milling the flats. Maybe can't see the screw clamping the pin in there in the photo. After than, pins get pressed into the bearings.


And they fit together.

Next steps will be to mill the openings for the bearing rollers in the square drive tube, and drill and tap way too many holes. Because it's the same thing repeated, I'll let the CNC do that work too. There is some math to do yet, to properly depth the pockets. Want just a little bit of 'squeeze' on the square tube from these rollers.
Oh, yeah. Had to prune the apples before they bud. As you can see the foreman was inspecting this job the whole while!

With the CNC these were easy parts to make, so that's what drove the design. Small carbide, overcut the corners, leave a raised 'boss' to support the inner race, etc. Maybe half hour of CAD/CAM, then sawing/squaring up material.
I was grumbling about the cutter life, but maybe I'm getting greedy. That little $3 broken 1/8" carbide ran for 80 minutes in some miserable steel, at 5K RPM, 4.9 IPM, 0.125" axial DOC. If it had made 2 more minutes, it would have finished the batch of parts! It held tolerance, but eventually broke at the collet. Sickout was maybe a bit long, so there is that. Trochoical milling, and finishing with the same cutter. The round pins were done with different mill.
The worst part was making those pins. Didn't have material the right size, so ran some knurls on some 416 stock, then milled to length, and milled flats. Had to slap together a quick fixture to hold the pins for milling. That was a NO-CAD, NO-Measurements design. It allowed milling the pin to length, and milling the flats. Maybe can't see the screw clamping the pin in there in the photo. After than, pins get pressed into the bearings.
And they fit together.
Next steps will be to mill the openings for the bearing rollers in the square drive tube, and drill and tap way too many holes. Because it's the same thing repeated, I'll let the CNC do that work too. There is some math to do yet, to properly depth the pockets. Want just a little bit of 'squeeze' on the square tube from these rollers.
Oh, yeah. Had to prune the apples before they bud. As you can see the foreman was inspecting this job the whole while!
- Joined
- Jan 4, 2021
- Messages
- 3,393
Cleaned up the edges on some A36 discs (they'll show up on my Shop thread once I have time to finish editing the video):

Either the Craftsman belts on my 2x42 belt sander/grinder are crap, or I've been overworking them:

I'm only getting an average of 15 years out of them – counting the original that came with the machine, this is the third one!
Either the Craftsman belts on my 2x42 belt sander/grinder are crap, or I've been overworking them:
I'm only getting an average of 15 years out of them – counting the original that came with the machine, this is the third one!