That means that there's more tool pressure than either the lathe, or the setup can handle. The work, the tool, or both are being deflected during the initial cut, and when you back out, they "spring back", and thereby continue cutting.
Why are you doing this? Does the dial not stay put, or are you doing it preemptively, in case that was a problem?
Same as above, there was deflection, so just like the cutting on the back cut, the tool continues to cut in one place. The deflection, and the nature of the situation to cause a pressure to return to it's original position, the work or the tool is feeding under spring pressure.
I dunno... You ground it.
")
You need to have the rakes and clearances dialed in so it cuts well. Whatever angle you put on the cutting portion of the tool, that is what will determine the angle at which you present the tool. You're going to be in a pickle at first, because on a light lathe there are many variables that you can "get by" with a lot less concern for. But dialing in several variables at once can be pretty daunting at first, but with a little patience (and maybe a good sense of humor) you'll get it.
This approach from the Sherline lathe people helped me out a bunch getting going. They're easy, quick, and they're customizable without reinventing the wheel. Is that kinda how you have yours done?
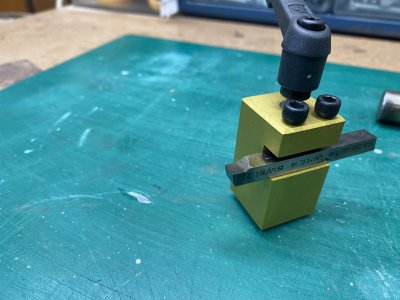
Any chance you can get us a picture of the tool you ground, and how it was presented to the work? Also, what kind of tool post/holder are you using? There may be some more specific advice based on that.
Backlash shouldn't be an issue, as it's all taken up when you feed in to touch off, and dial in the depth of cut. Nothing is going to push the cross slide into the work.
Maybe. Too much or too little, either way can cause issues. I've never run a lathe such as yours, but I'd expect the nose radius is going to be quite small.
Speed can cause some issues, but if you're at or below anything recommended by calculations, or off of a chart or whatever, you're in the ballpark. I'd stay conservative, and save that one for later.
Well, mild steel (which that appears to be) isn't really that "hard", but yeah, it's tougher to cut than the stuff you've mentioned. It will tend to push back more, which will put the onus on you to keep your cutting tools as free cutting as they can possibly be. If you're using one of the "standard" grind patterns, like the Sherline page I linked, you're probably going to want ten to twenty degrees of side rake, and ten to fifteen degrees of back rake, and ten or so for the reliefs. Also, I suspect that your tool post is going to present the tool mostly if not exactly horizontally, in which case all of the grind angles can be ground in relation to the tool bit, however if your tool post presents the tool at an angle other than horizontal, you're going to have to accomodate that, as the angle that matters is not the angle relative to the tool, but the angle, as presented, relative to the work piece. So if your tool is angled upward from horizontal as it's presented, your rakes will be less and relief will have to be more to accommodate that.