
I'm not a rank beginner in machining, but I'm firmly categorized as completely unable to successfully bore a clean hole with a nice finish, either on the lathe or the mill, without severe striations and screeching and expending lots of oil attempting to keep the screeching to a minimum. Pics below.
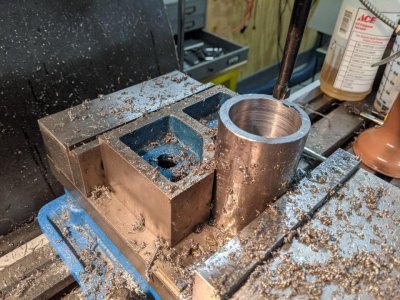
Recently I needed to bore a 1.686in dia hole, 2in deep, in the end of some 2.25in dia cold rolled round stock. The largest diameter drill bit I own is 1in, so using progressively larger drill bits, I achieved the desired 1in dia hole in my 12x36 Grizzly G4003G lathe, without difficulty. Then I moved the work to my Acer Emill (full size Bridgeport clone) and successfully opened the hole to 1.25in dia with a couple of progressively larger endmills, without difficulty.
After which I proceeded to bore the hole to the required 1.686in diameter, using economical soldered carbide 1/2in shank boring bars on an equally economical boring head.
As mentioned, the effort was extremely noisy, trying different boring bars, different feed rates, different depth of cuts ranging from 0.010in to 0.030in, and different spindle speeds, making a spring pass after each cutting pass, all with copious amounts of oil.
The resulting hole (as usual) had severe striations, and I could even feel a "hump" in diameter dimension, approx midway down the depth, by running my finger down in the hole. I was ultimately able to clean up the bore somewhat with additional spring passes, at the risk of oversizing the hole dimension, and moving the work back to the lathe and running shop roll and scotchbrite in there.
My boring head make/model is unknown (probably Asian), taking 1/2in shank bars, purchased at a used tool store, but it seems to be "tight enough". I checked the diameter after each cut with a telescoping gauge. The bars are the most suspect, at least in my mind. They are (also Asian in origin), choked up enough to only reach the bottom of the hole, but I'm wondering if they are resonating under load, hence the noise.
I thought maybe it's time to graduate to better tools, but after looking at the prices of Criterion boring heads, I thought better of that idea. Don't bore holes often enough to warrant the expense.
So, aside from just trying a better grade of boring bars next time, can anyone identify fault(s) in my process. I've never been able to achieve a nice finish while boring.
Advice and suggestions gratefully received.
Recently I needed to bore a 1.686in dia hole, 2in deep, in the end of some 2.25in dia cold rolled round stock. The largest diameter drill bit I own is 1in, so using progressively larger drill bits, I achieved the desired 1in dia hole in my 12x36 Grizzly G4003G lathe, without difficulty. Then I moved the work to my Acer Emill (full size Bridgeport clone) and successfully opened the hole to 1.25in dia with a couple of progressively larger endmills, without difficulty.
After which I proceeded to bore the hole to the required 1.686in diameter, using economical soldered carbide 1/2in shank boring bars on an equally economical boring head.
As mentioned, the effort was extremely noisy, trying different boring bars, different feed rates, different depth of cuts ranging from 0.010in to 0.030in, and different spindle speeds, making a spring pass after each cutting pass, all with copious amounts of oil.
The resulting hole (as usual) had severe striations, and I could even feel a "hump" in diameter dimension, approx midway down the depth, by running my finger down in the hole. I was ultimately able to clean up the bore somewhat with additional spring passes, at the risk of oversizing the hole dimension, and moving the work back to the lathe and running shop roll and scotchbrite in there.
My boring head make/model is unknown (probably Asian), taking 1/2in shank bars, purchased at a used tool store, but it seems to be "tight enough". I checked the diameter after each cut with a telescoping gauge. The bars are the most suspect, at least in my mind. They are (also Asian in origin), choked up enough to only reach the bottom of the hole, but I'm wondering if they are resonating under load, hence the noise.
I thought maybe it's time to graduate to better tools, but after looking at the prices of Criterion boring heads, I thought better of that idea. Don't bore holes often enough to warrant the expense.
So, aside from just trying a better grade of boring bars next time, can anyone identify fault(s) in my process. I've never been able to achieve a nice finish while boring.
Advice and suggestions gratefully received.



![20220119_170620[1].jpg](https://www.hobby-machinist.com/data/attachments/358/358851-7c0d585f1a29ec002412129b723742a1.jpg?hash=fA1YXxop7A "20220119_170620[1].jpg")
