I finally found a Machine shop out of Ohio that could do the work, they said it was course and could not understand the issue.
View attachment 494687
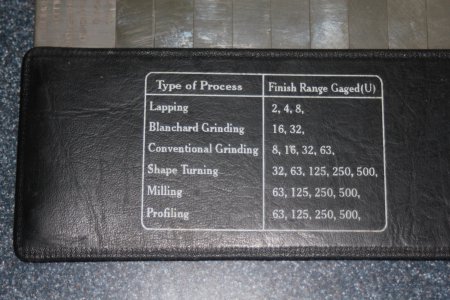
I also had to send them this as well because, it seems, they were confused by the drawing symbols.
View attachment 494688
And this to prove I had not pulled the finish out of my back side (note where it says "recommended surface finishes" below illustrations).
View attachment 494689
I also sent them the LC and RC tolerance charts.
Very frustrating, very....