
- Joined
- Sep 14, 2014
- Messages
- 738
Stumbled across this on the Home Shop Machinist forum with credit to member "Nicholas"
" . . . the info is taken from my 1940 Leblond manual "Running a Regal".'
Key points.
________________________________________
PROPER FIT OF FIXTURES MOUNTED ON SPINDLE NOSE
_________________________________________
The small face plate is usually used only as a drive plate for work held on centers. As a general practice work is not mounted on the small face plate. For this reason the fit of the small face plate on the threads of the spindle nose is not important and may vary from snug to loose without harm.
With the use of the large face plate and chuck plates, however, the work is held and positioned by the plate, and any shake in the plate from a loose thread fit on the spindle nose would show up as an inaccuracy on the finished work.
Therefore, large face plates and chuck plates are finish tapped and fitted to the lathe spindle as tight as the plate can be screwed on the clean well lubricated spindle nose.
On a well fitted thread the bearing will be distributed evenly on the sides, and the position of the plate will be the same each time it is mounted.
EDIT: I have added the nomenclature and illustration below to try and provide a uniform nomenclature in this post. Credit to Scott Logan's site for the spindle illustration. NOT to any scale!
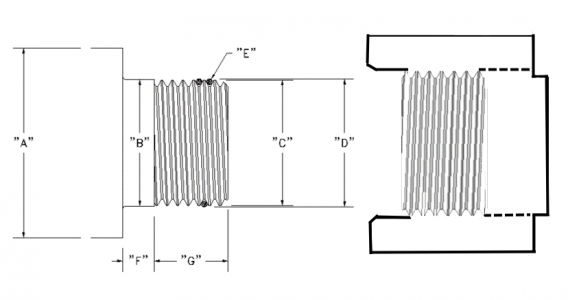
Spindle Nomenclature*
Shoulder Dia. - “A”
Register Dia. - “B”
Thread Minor Diameter - “C”
Thread Major Diameter - “D”
Thread Pitch - “E (3 wire method shown)”
Register Length - “F”
Spindle Threaded Length - “G”
* http://www.lathe.com/spindles.html
Backing Plate nomenclature
1. Counterbore to pass over spindle register.
2. Protrusion or "Spud" to press fit into the chuck counterbore.
FITTING CHUCK PLATES TO CHUCKS
The accuracy of a three or four-jaw chuck in holding work in the proper position is largely a question of the care used in fitting the chuck plate to the chuck.
It is imperative that the chuck plate should have a good fit on the spindle nose threads. The chuckplate should be screwed on the spindle nose without undue force and yet not be loose enough to allow shake on the threads. The chuck plate on all Le Blond Lathes is held true to the lathe spindle axis by the fit of the spindle nose threads in the threaded bore of the chuck plate. The chuck plate is held square with the lathe spindle axis by the fit of the chuck plate shoulder against the square face of the spindle shoulder.
Chuck plates are supplied by Le Blond in both semi-fitted and full-fitted styles.
A semi-fitted chuck is machine bored, tapped and counterbored, and is then finish hand tapped, to a plug screw-gauge fit, before being shipped.
The full fitted chuck plate, as its name implies, is completely machined and assembled to the chuck so that no further work is necessary.
So much of the accuracy depends on the thread fit (accurately obtained only by the use of a precision ground finish tap (emphasis added) such as we use in our plant) that we strongly recommend the use of genuine Le Blond semi-finished chuck plates in fitting up chucks to Le Blond Lathes.
The procedure to fit plates is as follows:
First, screw chuck plate on spindle in regular position about two-thirds of way up to shoulder so that bearing of chuck plate is entirely on threads. Take rough and finish cuts on face of chuck plate so that this finished surface will be square with thread and large enough to clear diameter of collar to be used in Step No. 2. (Note. I don't understand how this can be done without installing the plate until it makes contact with the register.)
Second, reverse chuck plate on spindle and insert a collar with true parallel faces between spindle shoulder and part of chuck plate just machined. (Note. In lieu of making a collar, precision spacers can be used.)
This collar should be wide enough to extend from spindle collar to the first full depth thread, since the face of chuck plate is not counterbored as is the back. Next take a skim cut off end of hub. Clean up counterbore of hub at 45 degrees and true up diameter of hub and take cut off back of chuck plate.
Next take chuck plate off; remove collar; clean spindle nose and chuck plate thread and screw chuck plate on spindle in proper position. Rough face front face and rough turn out-side diameter 1/32-inch above diameter of counterbore in chuck. Also counterbore tapped hole at 45 degrees to 1/8-inch across flat; next, take finish cut off face of chuck plate.
Caliper counterbore of chuck and transfer size to outside mikes. Finish turn OD to fit counter-bore allowing for a slight tap fit.
Next transfer the holes in the chuck to the chuck plate, using the chuck as a drill jig.
Lightly tap the chuck plate into chuck counterbore and spot drill through the chuck body to the plate with body size drill. Without removing chuck plate, drill in the spotted holes with the proper tap drill for the screws furnished with the chuck.
Start taps into tap holes, tapping from front of chuck to insure proper tap alignment.
Center punch plate and chuck for location; remove chuck plate; finish tap holes and file off burrs.
The plate can also be mounted with the chuck bolts going through both the chuck body and plate and held with nuts on the face of the chuck plate. The procedure would be the same as the foregoing, omitting the tapping operation. If the hub on the plate is shorter than the width of the nuts, the latter method cannot be used.
When body holes are not drilled through chuck, chalk chuck plate face thoroughly, wipe off mating face of chuck back, then tap chuck plate in position in chuck counterbore. Outline of bolt holes will show up on chalked surface when chuck body is removed. Center punch plate and chuck for location and remove. Mark off holes, center punch circle and center for drilling. Drill with body size drill to allow clearance for chuck screws.
Clean chuck counterbore and chuck plate thoroughly. Reassemble in proper position and insert and draw screws up tight.
When chuck plate assembly is put on the lathe spindle the body of chuck should run true.
A true piece of short shaft when clamped in a universal chuck should run true within .002" if work has been properly done.
" . . . the info is taken from my 1940 Leblond manual "Running a Regal".'
Key points.
- Good thread fit.
- Key contact surface is the spindle shoulder.
- If the backing plate has a tendency to "stick", use blotter paper on the spindle register (Note. A factory supplied backing plate would generally be supplied with proper clearance over the spindle register, however LaBlond notes a skim cut may be necessary. Mr. Google reports a general use "blotter" paper is .010" thick, and a coffee filter is a good substitute. Just my $.002. I believe it's reasonable to 'assume' the spindle clearance was ~ .008" to provide any clearance for the blotter paper. )
________________________________________
PROPER FIT OF FIXTURES MOUNTED ON SPINDLE NOSE
_________________________________________
The small face plate is usually used only as a drive plate for work held on centers. As a general practice work is not mounted on the small face plate. For this reason the fit of the small face plate on the threads of the spindle nose is not important and may vary from snug to loose without harm.
With the use of the large face plate and chuck plates, however, the work is held and positioned by the plate, and any shake in the plate from a loose thread fit on the spindle nose would show up as an inaccuracy on the finished work.
Therefore, large face plates and chuck plates are finish tapped and fitted to the lathe spindle as tight as the plate can be screwed on the clean well lubricated spindle nose.
On a well fitted thread the bearing will be distributed evenly on the sides, and the position of the plate will be the same each time it is mounted.
EDIT: I have added the nomenclature and illustration below to try and provide a uniform nomenclature in this post. Credit to Scott Logan's site for the spindle illustration. NOT to any scale!
Spindle Nomenclature*
Shoulder Dia. - “A”
Register Dia. - “B”
Thread Minor Diameter - “C”
Thread Major Diameter - “D”
Thread Pitch - “E (3 wire method shown)”
Register Length - “F”
Spindle Threaded Length - “G”
* http://www.lathe.com/spindles.html
Backing Plate nomenclature
1. Counterbore to pass over spindle register.
2. Protrusion or "Spud" to press fit into the chuck counterbore.
FITTING CHUCK PLATES TO CHUCKS
The accuracy of a three or four-jaw chuck in holding work in the proper position is largely a question of the care used in fitting the chuck plate to the chuck.
It is imperative that the chuck plate should have a good fit on the spindle nose threads. The chuckplate should be screwed on the spindle nose without undue force and yet not be loose enough to allow shake on the threads. The chuck plate on all Le Blond Lathes is held true to the lathe spindle axis by the fit of the spindle nose threads in the threaded bore of the chuck plate. The chuck plate is held square with the lathe spindle axis by the fit of the chuck plate shoulder against the square face of the spindle shoulder.
Chuck plates are supplied by Le Blond in both semi-fitted and full-fitted styles.
A semi-fitted chuck is machine bored, tapped and counterbored, and is then finish hand tapped, to a plug screw-gauge fit, before being shipped.
The full fitted chuck plate, as its name implies, is completely machined and assembled to the chuck so that no further work is necessary.
So much of the accuracy depends on the thread fit (accurately obtained only by the use of a precision ground finish tap (emphasis added) such as we use in our plant) that we strongly recommend the use of genuine Le Blond semi-finished chuck plates in fitting up chucks to Le Blond Lathes.
The procedure to fit plates is as follows:
First, screw chuck plate on spindle in regular position about two-thirds of way up to shoulder so that bearing of chuck plate is entirely on threads. Take rough and finish cuts on face of chuck plate so that this finished surface will be square with thread and large enough to clear diameter of collar to be used in Step No. 2. (Note. I don't understand how this can be done without installing the plate until it makes contact with the register.)
Second, reverse chuck plate on spindle and insert a collar with true parallel faces between spindle shoulder and part of chuck plate just machined. (Note. In lieu of making a collar, precision spacers can be used.)
This collar should be wide enough to extend from spindle collar to the first full depth thread, since the face of chuck plate is not counterbored as is the back. Next take a skim cut off end of hub. Clean up counterbore of hub at 45 degrees and true up diameter of hub and take cut off back of chuck plate.
Next take chuck plate off; remove collar; clean spindle nose and chuck plate thread and screw chuck plate on spindle in proper position. Rough face front face and rough turn out-side diameter 1/32-inch above diameter of counterbore in chuck. Also counterbore tapped hole at 45 degrees to 1/8-inch across flat; next, take finish cut off face of chuck plate.
Caliper counterbore of chuck and transfer size to outside mikes. Finish turn OD to fit counter-bore allowing for a slight tap fit.
Next transfer the holes in the chuck to the chuck plate, using the chuck as a drill jig.
Lightly tap the chuck plate into chuck counterbore and spot drill through the chuck body to the plate with body size drill. Without removing chuck plate, drill in the spotted holes with the proper tap drill for the screws furnished with the chuck.
Start taps into tap holes, tapping from front of chuck to insure proper tap alignment.
Center punch plate and chuck for location; remove chuck plate; finish tap holes and file off burrs.
The plate can also be mounted with the chuck bolts going through both the chuck body and plate and held with nuts on the face of the chuck plate. The procedure would be the same as the foregoing, omitting the tapping operation. If the hub on the plate is shorter than the width of the nuts, the latter method cannot be used.
When body holes are not drilled through chuck, chalk chuck plate face thoroughly, wipe off mating face of chuck back, then tap chuck plate in position in chuck counterbore. Outline of bolt holes will show up on chalked surface when chuck body is removed. Center punch plate and chuck for location and remove. Mark off holes, center punch circle and center for drilling. Drill with body size drill to allow clearance for chuck screws.
Clean chuck counterbore and chuck plate thoroughly. Reassemble in proper position and insert and draw screws up tight.
When chuck plate assembly is put on the lathe spindle the body of chuck should run true.
A true piece of short shaft when clamped in a universal chuck should run true within .002" if work has been properly done.
Attachments
Last edited:
") ) then made the register to fit the new chuck.
) then made the register to fit the new chuck.