- Joined
- Dec 25, 2017
- Messages
- 141
I have sold my RF-40 round-column ENCO clone and committed to purchase of a new square column bench-top. I am purely a hobbiest, doing this for fun. The enjoyment of precision work, planning order of operations and tinkering with set-ups are ends in themselves. I have no plans for CNC type machines. The mill will be paired with my Enco 13x40 lathe.
I am looking very closely at the PM-833T or PM-833TV as these offer a large working volume (large Y travel) and X and Z power feeds. Z power feed became a thing with me recently as I strained my shoulder cranking the head up on the Enco.
I just bought the steel to make a stand but have not cut any metal yet. I am delaying a mill purchase until August as we will be out of town for a while.
-> THE POINT OF THIS POST is to discuss geared-head versus variable speed and to let you folks draw my attention to some other machine.
I don’t want to belabor the point as several others, as well as PM’s website, have detailed the high speed, up to 3200 RPM, benefits of the “TV” coming at cost of low RPM power and torque whereas the “T” offers max power and torque throughout the 60-1500 RPM range. But, really, the belt drive “TV” is only twice the RPM of the geared head “T”. Frankly, the Enco topped out at 1970 RPM and I never felt limited in speed, we’ll not discuss rigidity or the round column of that machine. Am I missing something here? Talk me into a “TV” for duffer manual milling of whatever random project I dream up. Some project examples are making a solid-block tool post to replace the compound on the lathe and and converting a Mercedes distributor for modern electronic ignition control by toothed-wheel crankshaft position sensing. I’ll likely have to make the toothed wheel and other small parts for that as the best size is not sold as generic.
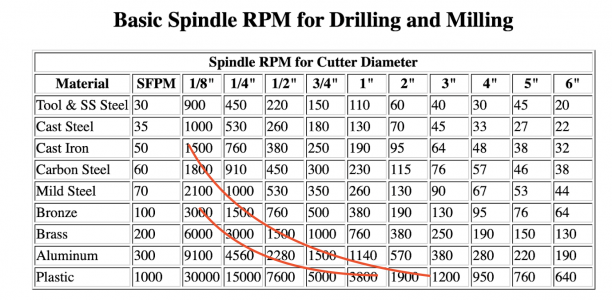
To help me visualize the performance envelopes of the 2 machines I found a table of spindle RPM for milling various materials at:
https://www.etantdonnes.com/MACHINE/TABLES/cuttingSpeeds.html
Then I overlayed two lines in red at roughly 1500 and 3000 RPM to show what the additional speed of the “TV” enables. The upper line is set on 1500 RPM and the lower line is 3000 RPM. It shows that only at cutter sizes below ½-inch, and then only for brass, bronze, and aluminum is the geared-head mill not able to hit the RPM in the table. Basically, for these materials and small cutters the geared head would just be run slower. Any issues here?
As I write this I am nudging myself off the fence and over to the geared-head machine.
I am looking very closely at the PM-833T or PM-833TV as these offer a large working volume (large Y travel) and X and Z power feeds. Z power feed became a thing with me recently as I strained my shoulder cranking the head up on the Enco.
I just bought the steel to make a stand but have not cut any metal yet. I am delaying a mill purchase until August as we will be out of town for a while.
-> THE POINT OF THIS POST is to discuss geared-head versus variable speed and to let you folks draw my attention to some other machine.
I don’t want to belabor the point as several others, as well as PM’s website, have detailed the high speed, up to 3200 RPM, benefits of the “TV” coming at cost of low RPM power and torque whereas the “T” offers max power and torque throughout the 60-1500 RPM range. But, really, the belt drive “TV” is only twice the RPM of the geared head “T”. Frankly, the Enco topped out at 1970 RPM and I never felt limited in speed, we’ll not discuss rigidity or the round column of that machine. Am I missing something here? Talk me into a “TV” for duffer manual milling of whatever random project I dream up. Some project examples are making a solid-block tool post to replace the compound on the lathe and and converting a Mercedes distributor for modern electronic ignition control by toothed-wheel crankshaft position sensing. I’ll likely have to make the toothed wheel and other small parts for that as the best size is not sold as generic.
To help me visualize the performance envelopes of the 2 machines I found a table of spindle RPM for milling various materials at:
https://www.etantdonnes.com/MACHINE/TABLES/cuttingSpeeds.html
Then I overlayed two lines in red at roughly 1500 and 3000 RPM to show what the additional speed of the “TV” enables. The upper line is set on 1500 RPM and the lower line is 3000 RPM. It shows that only at cutter sizes below ½-inch, and then only for brass, bronze, and aluminum is the geared-head mill not able to hit the RPM in the table. Basically, for these materials and small cutters the geared head would just be run slower. Any issues here?
As I write this I am nudging myself off the fence and over to the geared-head machine.