- Joined
- Sep 13, 2013
- Messages
- 276
Great thread, these are very nice engines.




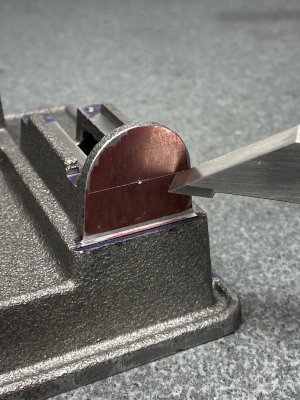
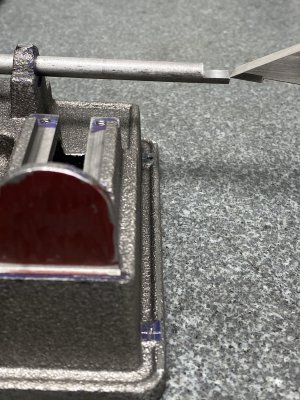
According to my micrometer, yes sir. I used a machinists square on both ends to verify I had a 90 degree attitude.I assume the notches in your test crankshaft are identical.
Eric