I have an Accusize D-bit grinder with R-8 collet work head. Its ~3 years old now but I believe its still the same unit being sold & quite similar to other imports, typically with the U/Deckel style collets. Because I happen to have a full set of 5C collets, I decided to purchase the Shars 5C collet work head thinking (hoping) the parts would be essentially swappable. Turns out there are actually quite a few differences in the machines. The 5C head is bigger than R8, but not just due to the wider collet OD & spindle housing. Its beefier (and generally better built).
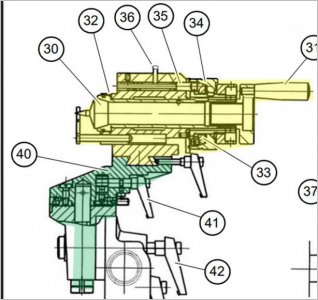
Anyways, even though the Shars dovetail slots are wider, I was able to mount the 5C head (blue) onto the Accumap existing lower compound swivel assembly (green) by utilizing the Shars base dovetail part & just making a new, thinner gib strip to marry them. There are specific sub-features between the base & work head that fit one another, so this was a better option.
I was quite happy with how things were coming together, but once it was all mounted up, it became obvious the new work head collet centerline will end up ~0.4" higher than than stock position. Hopefully my cut & paste pic shows what I mean. I'm actually not certain if this will makes an adverse difference grinding above the wheel center line, but it may make a difference in certain other orientations. Maybe limiting certain compound angle positions or swiveling movements. I have not gotten that far yet. It would also be the case for the other (endmill spin) fixture since I'm mounting on the same dovetail slide.
Note to the all considering a D-bit grinder purchase. These machines are definitely not created equal. I have a feeling the Shars is a more recent upgrade to the vintage of Accusize & similar machines. Possibly the spindle height is a bit taller? The Accusize spindle nose is 1:10 taper vs Shars is 1:5. I purchased Shars wheel adapters & re-machined them to fit my taper because they are made so much better than the single one that came with my unit. Nothing wrong with the R8 in itself, is actually quite compact. But there are differences in the mechanism & QC I'm finding.
Any comments appreciated.
Anyways, even though the Shars dovetail slots are wider, I was able to mount the 5C head (blue) onto the Accumap existing lower compound swivel assembly (green) by utilizing the Shars base dovetail part & just making a new, thinner gib strip to marry them. There are specific sub-features between the base & work head that fit one another, so this was a better option.
I was quite happy with how things were coming together, but once it was all mounted up, it became obvious the new work head collet centerline will end up ~0.4" higher than than stock position. Hopefully my cut & paste pic shows what I mean. I'm actually not certain if this will makes an adverse difference grinding above the wheel center line, but it may make a difference in certain other orientations. Maybe limiting certain compound angle positions or swiveling movements. I have not gotten that far yet. It would also be the case for the other (endmill spin) fixture since I'm mounting on the same dovetail slide.
Note to the all considering a D-bit grinder purchase. These machines are definitely not created equal. I have a feeling the Shars is a more recent upgrade to the vintage of Accusize & similar machines. Possibly the spindle height is a bit taller? The Accusize spindle nose is 1:10 taper vs Shars is 1:5. I purchased Shars wheel adapters & re-machined them to fit my taper because they are made so much better than the single one that came with my unit. Nothing wrong with the R8 in itself, is actually quite compact. But there are differences in the mechanism & QC I'm finding.
Any comments appreciated.
Attachments


Last edited: