

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Change gears a PITA on 6" Craftsman lathe
- Thread starter BlacksmithED
- Start date
- Joined
- Nov 28, 2021
- Messages
- 23
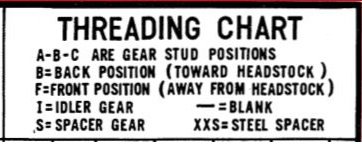
yup, that's the chart I'm using.Is this the chart you are using?
This is what I put it back to after cutting the threads. The 48t is a combo with a 22t ot 20t behind it. I didn't change the gears above the ones I marked in the picture.
Other gears I have are: 32, 32, 36, 40, 44, 46, 52, 54, and 56.

Last edited:
- Joined
- Apr 5, 2018
- Messages
- 105
Do you know what feed rate it's set to there, according to the chart?
- Joined
- Apr 5, 2018
- Messages
- 105
That gear setup doesn't appear on the chart, from what I see. Gear stud position C with 20B and 64F only appears with feed rate .0048". The rest of your setup is off for that feed rate.
- Joined
- Apr 5, 2018
- Messages
- 105
- Joined
- Nov 28, 2021
- Messages
- 23
Nope. Looks to be the same as in the above video, judging by the sound and movement.Do you know what feed rate it's set to there, according to the chart?
- Joined
- Apr 5, 2018
- Messages
- 105
You have to know what feed rate you want, before anything else.
When you decide what feed rate you want, find which figure number (1 thru 6) on the left side of the chart goes with that rate. You have to follow the chart precisely.
When you decide what feed rate you want, find which figure number (1 thru 6) on the left side of the chart goes with that rate. You have to follow the chart precisely.
Last edited:
- Joined
- Nov 28, 2021
- Messages
- 23
I think it's FIG 6 in the threading chart. The 48t gear has a 24t gear on the back. But, that's what puzzles me. The only way I could make it work was to reverse that gear so the 64t runs on the 48t.That gear setup doesn't appear on the chart, from what I see. Gear stud position C with 20B and 64F only appears with feed rate .0048". The rest of your setup is off for that feed rate.
Nuts. I'm going to pull them and try again.
- Joined
- Apr 5, 2018
- Messages
- 105
You have to decide what feed rate you want first. You can't just put gears on how they fit, have to follow the chart.
What feed rate or TPI do you want?
What feed rate or TPI do you want?
- Joined
- Nov 28, 2021
- Messages
- 23
Trying to get a .0039 feed rate.
Wait a minute. This is what has me confused. In the chart, fig. 5, it shows a 64t gear in the front position, with the spacer in the back. I get that. But then, it says to put a 64-32 gear combination in position C.
I have a 64 tooth gear with a 20 tooth gear attached to it, but no single 64t gear that I can put ibehind a 32 tooth gear. So how could I ever get a .0039 feed like it shows in the chart?
Am I missing a single 64t gear?
Wait a minute. This is what has me confused. In the chart, fig. 5, it shows a 64t gear in the front position, with the spacer in the back. I get that. But then, it says to put a 64-32 gear combination in position C.
I have a 64 tooth gear with a 20 tooth gear attached to it, but no single 64t gear that I can put ibehind a 32 tooth gear. So how could I ever get a .0039 feed like it shows in the chart?
Am I missing a single 64t gear?