Woodchucker, I wish a solution, however temporary, would be that simple. I'm posting some pictures now because I have an idea that seems simple enough to do and will probably be the final solution in this case.
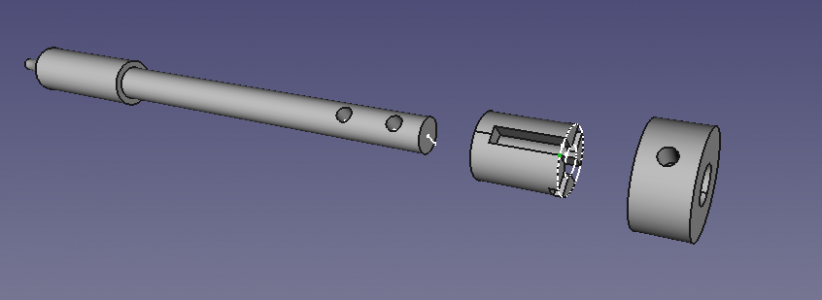
The big spring is enclosed in a barrel that is held in a crank arm hole with a set screw, the foot print of which can be seen on the middle barrel. The locking pin goes all the way through the nesting barrels and is pinned to the outer barrel which one grips to hold the pin back. The spring is compressed in the middle barrel against the shoulder of the locking pin.


By extending the skinny end of the locking pin about 1", I can put a notched spacer between the outer barrel and a new pin puller knob turned for the purpose. Then when the knob is pulled, the notched spacer is rotated 90° to engage a new cross pin in the extended locking pin. So I'll be making a maximum of three new pieces, the locking pin extended, the notched spacer, and a pulling knob. I might challenge my welding skills to extend the pin and turn it true because there is no big loss if I ruin it.

Short of making a whole new mechanism, this is the best I can come up with for now. Freecad image is crude, but a masterpiece of determination.
DanK
")




.jpg")