Hi Folks,
As I mentioned before I was adding a counter to my VFD converted PM1440GT. I finally got around to writing it up. Since I took the time to work up an Excel Workbook to generate the Gcode I posted that process at https://www.hobby-machinist.com/thr...strument-panel-gcode-in-one-quick-pass.97099/ I put some pictures there too.
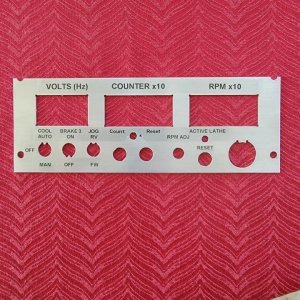
Here a couple of final pictures of the spindle turn Counter mounted in the lathe's front control panel. There is also a small three position switch located just under the counter (the center display) where one can either use it to reset the counter, to just let it run, or to have it only run after some trip event such as the Proxi. stop or Estop etc. to determine how many revolutions the spindle turns after the event. Since my Hall magnet for the RPM pick up has 10 magnets/revolution rather than just one the count is really 10x. That is the first digit on the counter display is a fraction, 1/10, of a revolution.
Also, I am attaching a circuit drawing of how the counter was attached to VFD control that I have already written up and posted. Comments are welcome. The counter has 4 leads. +power, Gnd or low, Signal in which connects to the Hall Effect sensor on the spindle (same one as used for the RPM display) and finally a reset input. If the reset input is low then the counter is set to zero. If the reset is high or disconnected then the counter starts counting. So the approach I took to using it with the proxi stop is that a signal holds the reset low until the proxi or other similar connection is interrupted. At that point the reset goes high and the counter is allowed to count. So it counts until the spindle stops. Due to my VFD Latching circuit design it works for other events such as manual breaking or Estop etc.
I will try to post some data on some data on how fast the VFD breaking works later.
Dave
As I mentioned before I was adding a counter to my VFD converted PM1440GT. I finally got around to writing it up. Since I took the time to work up an Excel Workbook to generate the Gcode I posted that process at https://www.hobby-machinist.com/thr...strument-panel-gcode-in-one-quick-pass.97099/ I put some pictures there too.
Here I am sharing my efforts to automate some Gcode generation via the use of a Excel Workbook (multiple spread sheets).
Here a couple of final pictures of the spindle turn Counter mounted in the lathe's front control panel. There is also a small three position switch located just under the counter (the center display) where one can either use it to reset the counter, to just let it run, or to have it only run after some trip event such as the Proxi. stop or Estop etc. to determine how many revolutions the spindle turns after the event. Since my Hall magnet for the RPM pick up has 10 magnets/revolution rather than just one the count is really 10x. That is the first digit on the counter display is a fraction, 1/10, of a revolution.
Also, I am attaching a circuit drawing of how the counter was attached to VFD control that I have already written up and posted. Comments are welcome. The counter has 4 leads. +power, Gnd or low, Signal in which connects to the Hall Effect sensor on the spindle (same one as used for the RPM display) and finally a reset input. If the reset input is low then the counter is set to zero. If the reset is high or disconnected then the counter starts counting. So the approach I took to using it with the proxi stop is that a signal holds the reset low until the proxi or other similar connection is interrupted. At that point the reset goes high and the counter is allowed to count. So it counts until the spindle stops. Due to my VFD Latching circuit design it works for other events such as manual breaking or Estop etc.
I will try to post some data on some data on how fast the VFD breaking works later.
Dave