- Joined
- Dec 1, 2021
- Messages
- 152
Hi....just joined up and my first post here.
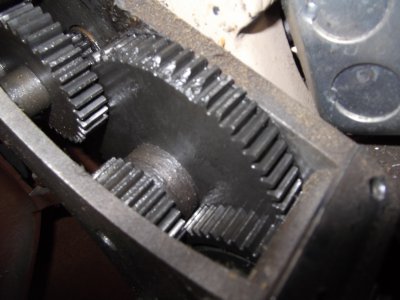
I could really use some input here as to what type of gear drive setup this is on my lathe. Craftsman tag on the bed: 101.07403, 12 x 36.
Just picked it up about a week ago...but the seller didn't have any info on it. A renter skipped out on him in a hurry and left the big stuff behind...to cover the back rent I guess.
From what I can find on google images it looks as it should...except the spindle gear drive assembly. No one has an answer so far...so I'm hoping someone here can shed some light on this mystery.
Has anyone ever seen this setup on a lathe before?
I don't believe it's completely custom...as the outer support plate for the gear train is stamped steel and fairly thick.
The one gear has chipped teeth but it still ran quiet.
I've got it about half apart for inspection and then strip and paint. I'm not fixing it up to sell and I plan to use it.
Whatever lathe this gear drive is from...I'm pretty sure the speed and threading charts won't match up.
Any thoughts on this gear drive would help....as I am lost.
Thanks!
Bill
I could really use some input here as to what type of gear drive setup this is on my lathe. Craftsman tag on the bed: 101.07403, 12 x 36.
Just picked it up about a week ago...but the seller didn't have any info on it. A renter skipped out on him in a hurry and left the big stuff behind...to cover the back rent I guess.
From what I can find on google images it looks as it should...except the spindle gear drive assembly. No one has an answer so far...so I'm hoping someone here can shed some light on this mystery.
Has anyone ever seen this setup on a lathe before?
I don't believe it's completely custom...as the outer support plate for the gear train is stamped steel and fairly thick.
The one gear has chipped teeth but it still ran quiet.
I've got it about half apart for inspection and then strip and paint. I'm not fixing it up to sell and I plan to use it.
Whatever lathe this gear drive is from...I'm pretty sure the speed and threading charts won't match up.
Any thoughts on this gear drive would help....as I am lost.
Thanks!
Bill