
I sent off a email to smithy but that generally takes some time.
The Longitudinal Scew “nut” is worn as is the cross slide screw nut
I was going to attempt to make them as its $200 plus shipping for replacements from smithy.
The Cross slide seems pretty straight forward
Appears to be 5/8 x 10 tpi RH threads
The lead screw or as smithy parts diagram calls it Longitudinal screw/nut is a bit different
Its a half of a half nut and just a brass/bronze ring , its worn enough that when I use it to feed the carriage under a heavy cut will skip/strip past the threads
As I went to measure It appears the manufacture used metric stock and cut 10 tpi
Looks like 20mm x 10 tpi LH ?
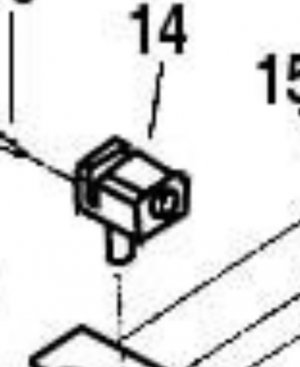
14 is the cross feed nut
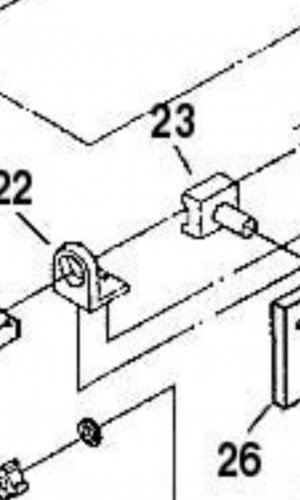
22-23 is the Longitudinal “nut”
The Longitudinal Scew “nut” is worn as is the cross slide screw nut
I was going to attempt to make them as its $200 plus shipping for replacements from smithy.
The Cross slide seems pretty straight forward
Appears to be 5/8 x 10 tpi RH threads
The lead screw or as smithy parts diagram calls it Longitudinal screw/nut is a bit different
Its a half of a half nut and just a brass/bronze ring , its worn enough that when I use it to feed the carriage under a heavy cut will skip/strip past the threads
As I went to measure It appears the manufacture used metric stock and cut 10 tpi
Looks like 20mm x 10 tpi LH ?
14 is the cross feed nut
22-23 is the Longitudinal “nut”
Attachments


Last edited:
