- Joined
- Feb 25, 2021
- Messages
- 3,271
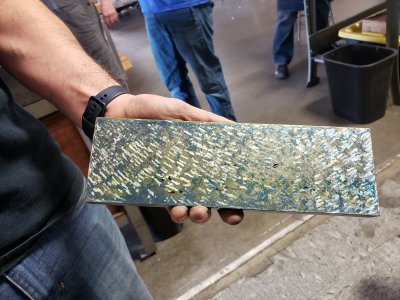
I certainly am not going to make a hobby out of scraping machines, but I have a few a couple that I've rehabbed mechanically (bearings, bushings, oil systems, electrical etc) that I'd like to see the ways cleaned up. We'll see how far I get. This is my getting started effort, get a working 18" straight edge for bluing dovetails. Dabbling to get my feet wet, or my hands blue in this case.I admire what you guys are doing here, and I really wish I wanted to do this too…but no.
")
I'm going to focus on this for a few days while the paint on the rotary table rebuild drys, and work on getting my RaspberryPI set up as a PICO development computer.