
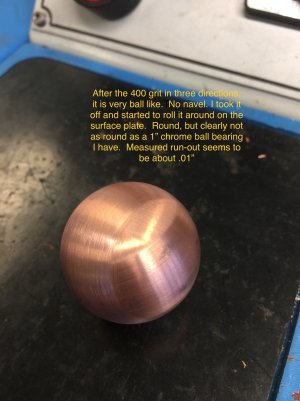
... I left mine with the machine finish as I quite like the swirly pattern. ...
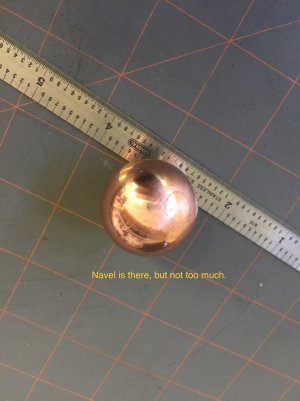
I agree 100%—the swirly pattern is really gorgeous. My sanded-to-polished finish is actually a cover-up. My kludge to sphere-ize the creation navel results in a very different surface finish over the .3” diameter navel. It may actually be nicer to leave with the navel, except one particularly attractive property of a sphere is its complete symmetry. So, to get rid of the asymmetry induced by having the navel, I had to change the surface finish everywhere. So, I pretend that I actually want the polish look. If you can’t have what you want, want what you have. As the swirl pattern is, indeed, spectacular, I may make another and leave the swirl pattern (and the navel). -Bill















")