Hi @Scott-ak
It is not uncommon that the feed rates and the x-feed rates are incorrect on a lathe face plate and in some manuals. Which lathe are you dealing with?
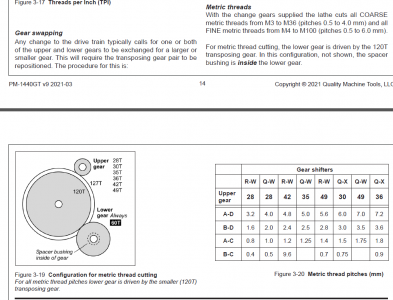
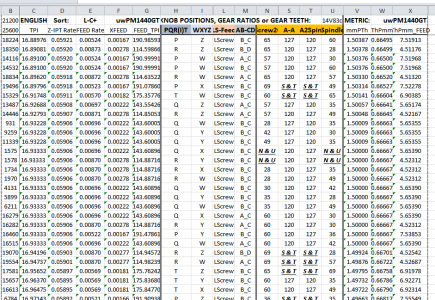
I spend considerable time generating a spread sheet work book which calculates the TPI, Pitch, feed rates, and x-feed rates (imperial and metric) for almost any lathe. I set this up for my PM1440GT, but then added other lathes to the workbook as individual lathe work sheets. It is designed in such a manner that you copy one of the currently available worksheets that have been developed for a lathe, perhaps similar to yours or even yours, and then you can modify it to your lathe gear box, transpose gears available, lead screw, saddle gears, lead screw, etc. Then you can use pull down menus to calculate any combination of gear settings. There are also macros supplied which will automatically generate a table of all possible values achievable from your lathe. There are other macros available for sorting and searching this table. Without access to the lathe it is almost impossible for me to figure out the gearing for the x-feed, but the feed rates are directly relatable to the TPI or pitch values. You will find that there are far more possible TPI and feed rates available than are mentioned in the manuals or on the lathe plates.
You can find this software at:
I hope to update the macro software one of these days to do a better job of removing duplicates. Let me know what you think.
Dave L.
It is not uncommon that the feed rates and the x-feed rates are incorrect on a lathe face plate and in some manuals. Which lathe are you dealing with?
I spend considerable time generating a spread sheet work book which calculates the TPI, Pitch, feed rates, and x-feed rates (imperial and metric) for almost any lathe. I set this up for my PM1440GT, but then added other lathes to the workbook as individual lathe work sheets. It is designed in such a manner that you copy one of the currently available worksheets that have been developed for a lathe, perhaps similar to yours or even yours, and then you can modify it to your lathe gear box, transpose gears available, lead screw, saddle gears, lead screw, etc. Then you can use pull down menus to calculate any combination of gear settings. There are also macros supplied which will automatically generate a table of all possible values achievable from your lathe. There are other macros available for sorting and searching this table. Without access to the lathe it is almost impossible for me to figure out the gearing for the x-feed, but the feed rates are directly relatable to the TPI or pitch values. You will find that there are far more possible TPI and feed rates available than are mentioned in the manuals or on the lathe plates.
You can find this software at:
Nov. 6 2023 Excel workbook file name: TPI_ManyLathesRev1 NB06_0054.xlsm
I hope to update the macro software one of these days to do a better job of removing duplicates. Let me know what you think.
Dave L.