- Joined
- Nov 25, 2015
- Messages
- 10,132
I would like to make my own compression spring, I have made many before, but never this big. I am struggling on this one.
I am going to do as in https://www.hobby-machinist.com/threads/clausing-8520-vibration.115667/post-1188818 but much bettter I hope. I see issues with that one.
So the ID of the spring will be 1.31, I have 2 coils of music wire .041 and .035. The rest of my music wire is 36" length sticks. I tried using the .041 to make the compression spring and it does not seem to hold the bend. I think because it's too thin for the size ID/OD that I need. It has worked in the past for small 1/4" id springs. Am I correct in my assumption?
I am sitting with the Machinist's handbook and don't understand it. I think it is just glossing over compression too lightly.
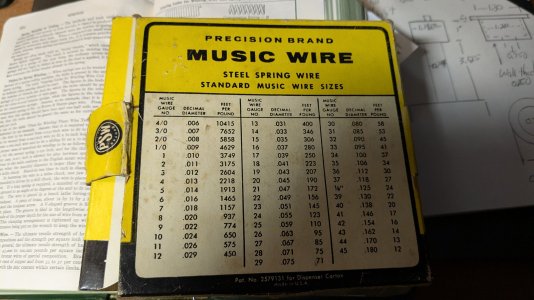
Also my music wire is precision brand and it's got a chart on the back that really is reverse of what I thought wire gauges would be.
I thought 3 aught would be very heavy, but the precision chart shows it to be extremely fine. The Machinist handbook, looks like a 3/0 is very heavy and requires a coarse thread.
The length of the spring will be 4.1 Inches and as I said 1.31 ID.. I only want about 3-5lbs of force.
So I think using a heavy gauge wire would be too much. McMaster has a spring in near that size but it's 127+lbs of force if I remember from the other day.
Small springs easy peazy.. large springs...
I am going to do as in https://www.hobby-machinist.com/threads/clausing-8520-vibration.115667/post-1188818 but much bettter I hope. I see issues with that one.
So the ID of the spring will be 1.31, I have 2 coils of music wire .041 and .035. The rest of my music wire is 36" length sticks. I tried using the .041 to make the compression spring and it does not seem to hold the bend. I think because it's too thin for the size ID/OD that I need. It has worked in the past for small 1/4" id springs. Am I correct in my assumption?
I am sitting with the Machinist's handbook and don't understand it. I think it is just glossing over compression too lightly.
Also my music wire is precision brand and it's got a chart on the back that really is reverse of what I thought wire gauges would be.
I thought 3 aught would be very heavy, but the precision chart shows it to be extremely fine. The Machinist handbook, looks like a 3/0 is very heavy and requires a coarse thread.
The length of the spring will be 4.1 Inches and as I said 1.31 ID.. I only want about 3-5lbs of force.
So I think using a heavy gauge wire would be too much. McMaster has a spring in near that size but it's 127+lbs of force if I remember from the other day.
Small springs easy peazy.. large springs...