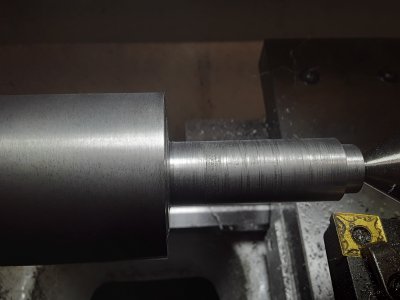
I've got a new PM1440GT. I can not take light cuts on small diameters, like 1" and down. Anything less than about 5 thou depth of cut results in a surface with grooves and such with 2 thou differences over the length. I have made a few parts of larger diameter w/no problems. This pic is of my 4th attempt to cut a 3/4" diameter for an arbor.
I have tried everything I can think of including locking down the gibs on both the cross slide and compound. I have tried many different speeds, DOC and tools and still get this unusable finish on the right.
The pic is 2" round bar. The left side was cut with the same carbide tool as the right. Same DOC & feed rate.
I have tried everything I can think of including locking down the gibs on both the cross slide and compound. I have tried many different speeds, DOC and tools and still get this unusable finish on the right.
The pic is 2" round bar. The left side was cut with the same carbide tool as the right. Same DOC & feed rate.